 |
4000156919 |
|
4000156919 |
��Դ�����`�BERP ���ߣ��M�N��ܛ�� �l����2019/12/12 �g�[�Δ���1661
��IӋ�����Y����ָ����
���Y�ɱ�����������I����Ҫ�ɱ�֮һ������I�Ĺ����ߺ������߶��O���Pע�Ĵ��}����ͬ����I���ڹ��Y�ɱ��Ŀ����в�ͬ�����������]���˕�������Ӌ�����ܽo��I����Ī��ĺ�̎��Ȼ�����ò��ÅsҲ���o��I�����韩������ɓpʧ��
�е���I������Ӌ�����Y���s�l�F���Y��l���S�࣬��Ч�ʲ��]����߶��٣��е���I��Ӌ�r���r�Lƽ���o��һ�㡰Ӌ�����M�SԹ�ԣ��е���I�����]�м��l�T���ķe�O�ԣ��T������������������I�ٶȡ�߀�е���IƷ�|���}ͻȻ���࣬���ٵĮaƷ�o��ȥ���ȵȡ���ʹ��һЩ��I���ܲ��o�εķŗ�Ӌ�����Y�������X�á�Ӌ����߀���硰Ӌ�r���á�
���}�������
�ͳ�����I��Ӌ���r�І��}�����қ]���������������������@������ҽ�Bһ�£�����M��Ӌ�����Y������
��ʩӋ�����Y������I��һ�����£������f��һ헹��̣�Ҫ��ѭ����Ĺ�������ȥ�M�У�������������ȥ���^�ܶ����϶��������}��Ҫ���ˡ���헡����}ȥ�������@헹����M�ܷ��ض����s�����K����һ�N�A���Թ����������傀�¾�Ҋ��Ч��Ȼ��һ�����ݣ��@�NͶ�댍����̫��Ҫ�ˡ�
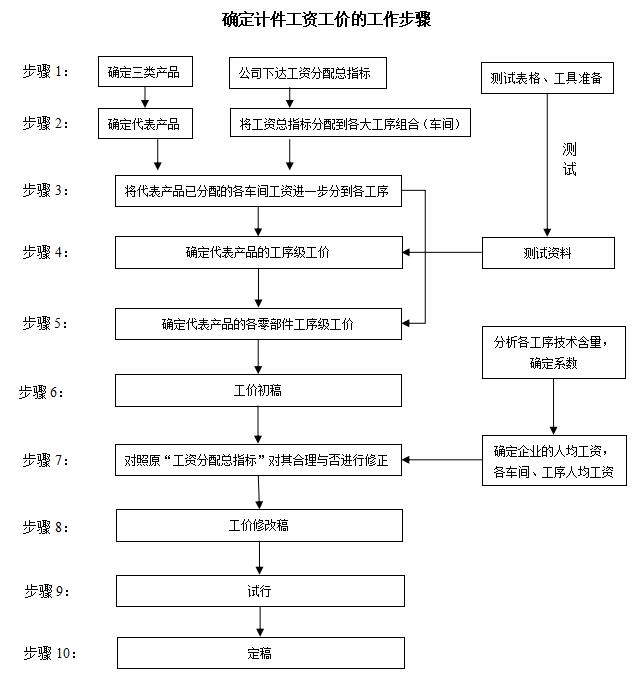
һ������Ӌ�����Yϵ�y�Ĺ�������
����Ӌ�����Yϵ�y�����������µij����M�У�
1�� ����Ӌ�����Y�����I��С�M
2�� С�M�ӆT����С�M�ɆT�ֹ�
3�� �����aƷ�Y��
4�� �aƷ���
5�� �_�������aƷ
6�� �_�����aƷ���r�������
7�� �_����܇�g���r�������
8�� Ӌ���yԇ
9�� �����Y����
10���ƶ�Ӌ�����Y����
11��ԇ ��
12��������
13���� ��
14���ƶ���Ӌ�����Y�փԡ�
������IӋ�����Y�I��С�M�Ĺ���Ҫ�c
������I��Ӌ�����Y�I��С�M���ǹ����ĵ�һ����С�M�ǹ��������ɵĽM�����C��С�M���ˆT���������cӋ���������P�ĸ������T��
1���ɆT�Y��
���������
�������Ľ��룬�w�F�˹�������Ҫ�ԣ�Ҳͬ�r�o����С�M���ߵę�����
���O��ؔ�ղ�ؓ؟��
ؔ�յĽ��룬���ԅf����Q�S�����I���}��
�M�L�����a��ؓ؟��
���a�^����Ӌ�����Y�\�õ��^�̣����a���T��Ȼ�ē��аl�ԙࡣ
���M�L�������YԴ��ؓ؟�ˡ����g��ؓ؟��
��K�ĽY���������YԴ���C�l��ʩ�������g���˽����a��ˇ�����ڹ��r���O������������_����Ҋ��
�M�T����܇�gؓ؟��
���ˆT��2��
����ԃ������I�����r��߀ҪՈ��ԃ������ָ���ώ����Ա㹤���M�еĸ���Ҏ���͌��I��
2���M���h
���NС�M���h؞�����������^�̣����ڹ������_չ������Ҫ�����á�
(1) �����ӆT��
�M��С�M���v������x���o��Ҫ����Ҫ��
(2) ���gָ����Ӗ
�M�м��gָ�����v�ⷽ�����������@헹���Ҳ������ԃ��������
(3) �������^��
ÿ��һ�μs10��犣��������칤����
(4) �����f�{��
���r��Q�����г��F�ĸ���}��
(5) �������Y��
��ÿһ�A�Ρ����ڵĹ����M�п��Y��
3���M����
���нM�Lؓ؟�ƣ�С�M���푪ע������ԭ�t��
(1) �_������؟��
(2) �΄����_�ֹ���
(3) �ޕr��ɹ����΄ա�
4���M�T��Ӗ
��С�M�ˆT�M�й�������Ӗ��ʮ�ֱ�Ҫ�ģ��@Щ��Ӗ��Ҫ������
(1) ���������cҪ��
(2) Ӌ�����Y�����ķ�����
(3) ���r�yԇ���ɡ�
����Ӌ�����Y���r�_���Ĺ������E
(1) �г���I���ЮaƷ�Ĺ�ˇ���̼�����
(2) ؔ�ղ��������N�aƷ��ָ���Կ����r�������rռ�aƷ�r�������6%��10%֮�g��
(3) ���aƷ�M�з����I�ĮaƷһ��ܶ࣬������ͬ�r�M�У��������aƷ�Ĕ�����С���_��������������������N�aƷ�M��Ӌ���r�O����
l �����aƷ����һ����ռ���a����60%���ϣ�
l �����aƷ���ڶ�����ռ���a����30%���£�
l ���aƷ����������ռ���a����10%���¡�
(4) �����ƮaƷ�M�кϲ���ÿһ���ҳ�1��2�������aƷ�������о������aƷ�r�������aƷ�r�_�����ա������aƷ����������ƮaƷ�M�ж��r��
(5) �aƷ�Ķ��r����
1�����aƷ��ÿһ�������M�й��r�yԇ���yӋ���й��r��
2�������˸����r����r�£��������r�����Y�˜ʡ����g������������Ĺ���M�ϵĹ��r������Ҳ����܇�g�����r��
3����܇�g�����r���A�ϣ��ֽ����С�M�Ĺ��r��
4����С�M���r�Ļ��A�ϣ��ֽ��������Ĺ��r��
5�������r�M�ж��Μyԇ�����պ����������r��
6�����ƹ��r�����������r�փԡ����ij��壬���r����������
l һ�����r������܇�g�aƷ�����r��
l �������r������܇�g�aƷ�����r��
l �������r��������M�㲿�������r��
7��ԇ��
���r�_��֮�������x��܇�g�����M��ԇ�С�
8����ӆ
��ԇ�еĻ��A�ϣ���������������Ϣ�M�й��r����ӆ��
9������
��ȫ��I�������M��ȫ������С�
�ġ��˜ʹ��r�Ĵ_��
Ҫ�ʴ_�Ĵ_��Ӌ���r�����ژ˜����I���r�Ĵ_�������P��Ҫ�ģ�ֻ�����ȴ_��������Ӌ���ĸ�����Ę˜ʹ��r���ſ����O���ʴ_��Ӌ�����Y��
���r��������ġ������r�g�L�̵Ķ�����λ�����r���Ĵ�С�Լ��a�ܵĴ�С�������ù��r����ʽ��ӳ������
���^�����r��ָ���������������a�l���£�܇�g����M���ˏ��¹����ĕr�g�������f��ijij܇�gͶ����6�����r������ָԓ܇�gʹ�ìF�е����a�O�䣬�ڬF�Ј��أ�ȫ���ˆT����6��С�r����
��ͬ�IJ��T��܇�g���M��ͬ�������r����������ζ���ڄ�������ͬ�����磺A܇�g��20�����r�Ŀ��ڄ������ܕ���B܇�g80�����r�Ŀ��ڄ���߀�����A܇�g���ˆTҲ�S��Щ���O�����M��
1������ƶ����r���r
�����r��������һ������ڄӣ����Թ��r�Ķ��ٿ��Է�ӳ�چ�λ�r�g������΄յĶ��١����⡰���r�����ăɂ��Ƕȿ��]��һ�������˜ʹ��r����һ���������H���r��
�˜ʹ��r��ָ����һ�������쾚�̶ȵ����I�T�����ڼȶ������a���×l���£�ʹ�ìF�е��O�䣬����Ҏ�������I�����c����Ҫ����Ɇ�λ���������õĕr�g�����磺ij��I���b܇�g����λ���r����һ���aƷ������Ҫ��T��ÿС�r���10���aƷ�İ��b�΄գ�ijλ�T�����b��80���aƷ����ô�@λ�T������ɘ˜ʹ��r���΄������@���T�������õ�����Ļ������Y�����ijλ�T��һ����b��90���aƷ���@���T���ͳ��~����˘˜ʹ��r��1������λ���r�������΄���������Ҫ���Iȡһ������λ���r���Ĺ��Y�����ڳ��~���һ����Ҏ���Ę˜ʹ��r�����΄յĆT�����푪��ȡ���䳬�~���ֵĹ��Y��
���ǣ�������ஔһ���ֆT��һ�쌍�H������a�΄ճ����˜ʹ��r30%���ϡ��@���f����I�ƶ��ġ���λ���r��������������λ���r�����I��ƫ�ͣ�Ҫ�Mһ�������{������λ���r�������a�΄���������λ���r���Ę˜ʑ�ԓ�ǣ����a�T�������Ŀ�ƽ����r�����ژ˜ʹ��r��Ҫ��ķ�������5%֮�ȸ��ӡ�
������ɲ��˹����΄յģ�Ҳ����һ���J���ǘ˜ʶ����ˣ�Ҫ�������������ȥ�M�оC���u�������ҵ�ԭ����Ը��M��һζ�Ľ��͘˜ʣ�ֻ�����L���e�˵đж��О顣�@Щԭ�������
��T���M�S�r�g�̣���λ���ܲ����쾚��
��T�������B�Ȳ��e�O���������O�����F��
�������F���IJ��ֲ�������
�����T�����Ć��}����5S�������_չ�ò��ã�
�������ˆTȱ���O�����ã�
���]���ƶ������Ī����P��Ҏ���ƶȣ�
���O�䆖�}��
�����Ϲ������}��
����Դ����, �ȡ�
����������φ��}�Ͳ�������ɘ˜ʹ��r�����a�΄ա�
�_���˹��r����Ҫ�����ƶ����r���r�����Yˮƽ�^�ߣ�������Iؓ����������I����Ч�棬�������F̝�p�����r���r�^�ͣ���������YԴ��ʧ���T���������ۣ���鲻����
��I�����c��ͬ�����r���r�ĸߵ�������ͬ���ڄ��ܼ��͵���I��ÿ���aƷ���aҪ���^�S���˵Ąڄӣ��������a����Ҫ�����Ąڄ�������I���T�����|Ҫ�ߣ����Y�ɱ�ռ�aƷ���ɱ������^�������r���r�ƶ��ľ͑�ԓ��һЩ��������r���r�ߣ��ɱ��͕���������I�͕�����Ч�档
���a���T�IJ�ͬ�����a���c��ͬ���乤�����y�׳̶ȡ�ƣ�ڳ̶ȡ��h���l��Ҳ��ͬ���ƶ����r���r�r�������^��IJ��T����λ�r�g�ӹ��aƷ�٣����r���r�͑���һЩ����ˇ�^���εIJ��T������Ч���^�ߣ����r���r�͑�ԓ��һЩ����ͬ���T�����ĆT��ƣ�ڳ̶Ȳ�ͬ���r���rҲ����ͬ�����M�w���^��IJ��T�����r���r����һЩ�����w�������^�٣��T���a��ƣ�ڳ̶��^�͵IJ��T�����r���r��ԓ��һЩ�����I�h�����ӵIJ��T�����r���r�͑����ߣ����I�h���l���õIJ��T�����r���r�����͡�
ͬһ���T���چT�����N�IJ�ͬ�����r���rҲ����ͬ���е����ֹ����I���еIJ���һ��C���O�䣻�еIJ����^���ܵęC���O�䣻�����ͬ�Ĺ������������Ąڄ�Ҳ�Ͳ�ͬ���O������λ���r�����r�rҲ���o�迼�]��
���������T֮�g�Ĺ��Y����M�б��^�أ��@��Ҫ�õ����rϵ���ĸ��
���rϵ�����@�ӵ�һ�N���x������һ���WУ��ͬ��ăɂ��W����һ���������֔���90�֣�һ���Ĕ��W�֔���40�֣���α��^�@�ɂ��W���W���ɿ��ĺÉ��أ��@��Ҫ�õ�һ��ϵ���������ɿ��͔��W�ɿ�֮�g�]�пɱ��ԣ��������@��ϵ�������߾Ϳɱ��ˡ�����ϵ����K=2.1����ô�����W�ɿ���40�־��ஔ�������ɿ���2.1�w40=84�֡����rϵ�������@�N���
���rϵ��ʹ������֮�g�Ĺ��Y���˿ɱ��ԣ���Ӌ�����Y�Ĵ_���ṩ�˻��ʡ����rϵ���Ĵ_��Ҫ���]�������أ�
�����g������
��ڄ����rֵ��
����ˇ�y�׳̶ȣ�
�����I���c��
��Σ�U�ԣ�
����Ⱦ�ԣ�
���w����
���X����
�������r�g�L�̣�
�����������r��
���aƷ������
����I����
2�����r���r�ƶ��ij���
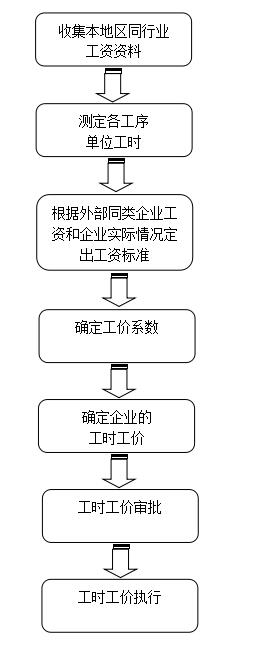
��1���ռ����^ͬ�ИI�Ĺ��Y���r���r�Y��������I�ƶ����r���r�ą���������
��2���M�����˜y�����a�^���и�����ġ���λ���r����
��3�������ⲿͬ�ИI�Ĺ��Y���r���r�Y�ϣ��Y����I���H��������r��������ͬ�IJ��T����ͬ����ͬ��λ�����c���_��������Ĺ���ϵ����
��4��������I�����|���ƶ���ͬ���T����ͬ����ͬ������λ�Ĺ��r���r��
��5�������r���r�����ψ�˾�I��������
��6�����r���r�������䌍���У��ڈ����аl�F���}Ҫ���r�M�������ơ�
3���ƶ����r���r��ԭ�t
��1���_��85%���ϵĆT�����^Ŭ�����Iȡ�˜ʹ��Y������5%�ĆT�����^�˜ʹ��Y��10%�����˽��^Ŭ��Ҳ�ò����˜ʹ��Y��
��2�����ڼ��l�V��T�����a�ķe�O�ԡ�
��3���w�F�����ڶ�á����ڷ��䡱�ķ���ԭ�t��
��4����ƽ�����_�������������˞����،����e���r���r��Ӱ푡�
��5���������ǣ�ʹ���r���rҎ�����ƌW�����пɲ����ԡ�
��6�������I˽��F��İl�����Լ����r���r�ƶ��ˆT���H�ݡ��������ڵĹ��r���rƫ�ߡ�
��7�������С��رܡ��ƶȣ����˅��c�ƶ����r���r�ˆT���܅��c��헹�����ʹ���r���r���ƶ���������
4�����r�yԇ
���r�Ķ��٣�ͨ�^���H�Ĝyԇ�c�������@�ã��yԇ�����I�F����ɣ���ע������Ҫ�c
��1���yԇ�ˆT�����������˳�ֵĜʂ䣬�����yԇ���ߡ���Ρ��yԇӋ���ȡ�
��2����Ҫ��ǰ��֪���yԇ�ˆT���@�����Ǟ��˱���a������Ӱ푣�Ŀ����ʹ���yԇ������������B������
��3���^�y�ķ���λ�á��r�g�ȶ�Ҫ��ǰ��ȫ��ĻI����������һ�Δ������_����
��4����I��������KĿ����������aЧ�ʣ���ˣ����r�yԇ��ҪӰ��������a����
��5���F��ӛ䛵�һ��ԭʼ�����Ͳ���Ҫ�bӆ����̖�����֡���棬�����S�κ����S����Ļ��N����
�塢���F�˜����I
�˜ʹ��r�����ژ˜����I�Ļ��A�ϣ����I��Ҏ�����ó��Ę˜ʹ��r��Ȼ���e�`�ġ���I�������ȫ���Ҏ�����I�О顣Ҫ����l�F�����ƟoЧ���������M�F��������IЧ�ʡ�
1�����F�˜����I�Ĺ���Ҫ�c��
���h���ľ��wҪ��
��1���^���cӛ�
�^��Ҫȫ�����룬���������^һ������
��2���������M���������F��
��Ҫ���������^���е����M�c����������Ҫ���҂��e���������M�c��������
��3��������ӛ䛽Y���е����M�M�и���
ȥ��ӛ䛽Y���Юa�����M�Ą��������M�r�Ą����Ğ��^��Ą�����
��4����������ԭ�t�µĄ�������
���Մ�������ԭ�t�M����헷�����
��5�����¾������I����
���ƬF�з�������ʹ�����M�еø��p�ɡ�����Ч���O�����I�˜��DŽ����о���Ŀ�ġ�ҲҪע�����ò��ϡ����b�A�ߡ��Cе�����I�h�������I������Ӱ푣������a���I��ȫ���������ָ������I��
2������M�����I����
���������I�Ļ��A��Ҳ�����I�������Ą��������M���о����ƣ�������ֱ�Ӻ�ҊЧ���ķ�ʽ��Ҫ������ͬ�aƷ�����a���c����ͬ�Ĺ���ȥ�x��ͬ�ķ�����
��1����������
�� ����������
������������һ�N�־��l�Ą����о����������^�־��l�������Dz��ʴ_�����nj�һЩ����Ҫʮ�־����Ą������M�еķ�����������ʮ���������҂���������������ȫò�������ڷ��¶��ڼ�֦ĩ���ϼm�p��
l �������^����s�����������ֆ�һ�Ą��������Ҫ���wȥ���ա�
l ��������Ҫץ������M�Ͳ��������棬���r�ŗ�С�Ć��}��
l ����Ŀҕ�^�������һ�㲻����Ӌ�r���ߺ͔z���O�䡣
l һ�㌢�^���c����ͬ�r�M�У��F����Q���}��
�� ��������
�������nj��ڄ����M�������о����M�����_�_�������r�g��һ�N���������磬�������I�r�gҪ����^����������ИI�����a���I�ߣ�������ÿһ�������Ƿ�Ҏ������ֱ��Ӱ������I��Ӱ����a���������Լ��¹���Ĺ�����������a�����ٶ���һ���ģ������oÿһ�������ߵIJ����r�gҲ��һ���ģ���������߲��ܰ���Ҏ����Ҫ���M�в������͟o���ڼȶ��ĕr�g����ɼȶ��Ą��������Լ����������@����@��ʮ����Ҫ��
�����������^���ܵ�̎�E�ã�Ҳ���Ƿ��DŽ���������һ��Խ��Խ�ã�������ҾߏS��ľ���b�����I���������ľ龵ĽY�ϲ�λ�Ĺ���}��ʹ�b�乤�������������׃�����@�r��ֻ��Ҏ���������I�О飬����M���^���Ą��������������Dz���Ҫ�ģ�Ҳ�Ǜ]�����x�ġ�
�������������õķ����У�
A�����ط���
�������I�ߵĄ���ȫ���ֽ�鲻ͬ����Ԫ�ء���Ȼ���һ�����w�Ą������@ЩԪ��ϵ���������õĄ���һ��ɷֳ�18�N���w�����
A��������I������
B��f��A�����ʩ�Ą�����
C����܌����I�a��ֱ�����õĄ�����
B��Ӱ�����
Ӱ����������M�м��Ą��������Ⱥ����ַ��㣬��߀���Կ˷����ط����г������^�첻���¡����ʴ_�Ć��}�����ҿ��Է����^���Լ���ͬӑՓ��Ӱ�������������ʹ�҂��J�R���������|��߀�����҂��J�R������܉�E��
�S���ƌW���g�IJ���lչ�����ڼ������о������и���ĵط��õ�Ӱ����������y�Ą��ط���Ҳ��һ������Ӱ�������ȡ����Ӱ�����߀���Ԍ������ֽʮ��֮һ�����ٷ�֮һ�룬ʹ�о��������롣
��2������Ҫ�c
�� Ҫ���_�x��
�������x����������ԭ�t��
�� ׃�Q�^���^������I���������M�м�����������׃�Q�^����ij헹����ĕr�^�L�ģ����M�и���������
�� �M�Є������ƿɷփɲ��ߣ���һ�����M�и�����������Q�����ϵ����M�c��������Ȼ�����M�м�������ʹ���Ƹ���һ����
�� �������x��Ҫ�Y����I�����a���c��һ�������a�����������a��ʽ������ҕ���������������a����ʽ�Ķ��M�и���������
�� �Ա����˺�����С�Mʽ���a��ʽ�ģ����M�и������������Ԃ������a���I�����Ķ��M�м�������
�� �������Cϵ�y�ķ�ʽ��Ӱ��о��������x��һ��Cе���̶ȴ�ģ��������I�ˆT�M�м����������Cе���̶�С�đ������I�T�M�и�����������Ȼ��������Ԅӻ��̶ȸߣ���ֻ�ǿ����x�����ѣ��M���˵Ą����ļ�����Ҳ����ȫ�]�б�Ҫ�ˡ�
�� Ҫ�x���д����ԵĹ���
�������еĹ����б�Ҫ�M�Є����о���Ҏ���Ą������������������к��ģ������ֹ���̣�������ˡ�
�S��¹żҾ��ϳ������S���ֹ���̵ĵط����@Щ����������r���������ϵĆ��}���D����׃�������ߵ��h���̶ȣ�ľ�y�ķ�����R�r�Q���ȿ����������
��3�����ȡ�����挍�Ļ��A�Y��
�Y�ϵ��挍�c��ֱ��Ӱ푷����ĽY����Ҫȡ���挍�ɿ����Y��Ҫע�����µĆ��}��
�� �M�ЬF�������о�ӛ䛵��ˆTҪ���Ќ��I֪�R���@�ӲŲ����ڱ����I�еı������Ի�
�� Ҫ�M��������\�ìF�����ֶΣ�����z��C���Oҕ���ȣ��Ա㷴�ͷ������Ҳ�Ӱ푲����ߵ�����������
�� �Еr���ڲ���֪�����ߵ���r���M���^�y�������������Y�ϵĜʴ_��
�� ��ԓ���������a��r���M�С�
�� Ҫ�x���д����ԵĹ��������д����Ե��ˆT�M�з����о���
�� ��ƻ���ͬ�Ą���Ҫ�x��M�M�з����о���
�� Ҫ�M��ʹ�Y���S����������ƫ��ȫ��
�� ��ͬһ������Y���ռ�������ɲ�ͬ���ˆTͬ�rȥ�����@�ӿ��Ԝp���^�y�ߵĂ����`�
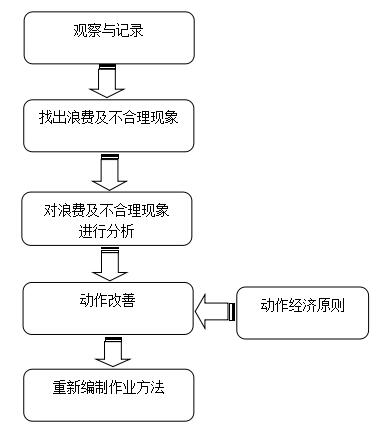
��4���������
�� �Ƴ̷���
l �о��Ƴ̻����I�����á���ָ�ϲ��Ƿ���m��
l �z����\��·�����������Δ���ؓ���Ƿ���m��
l �z���Пo�ȴ��F�ɷ�s�̣�
l ���]�Ƿ��ͬ�r�ӹ���z
l �о�Ʒ�|��r��Ʒ�|�ɱ���
l �z���U�c������
�� ��������
l ������ȫ�^�̵Ļ��������M�з��
l �ҳ���Щ�����DZ�Ҫ�ģ���Щ��ԓ�p�ٵģ���Щ�������ã�
l �M����ф����M�ϵ��OӋ�������_�������
��Դ�����`�B �gӭ��������
��һ�����£��͑��Pϵ�S�o�c���з���
��һ�����£����Y���˷������a���f��