 |
4000156919 |
|
4000156919 |
��Դ����վ ���ߣ����� �l����2020/8/22 �g�[�Δ���2542
ʲô��IE
IEҲ�й��I���̣���һ�T�W�ơ�IE�Ǟ���I�@ȡ�����������lչ������һ�T�W��
�_�e늈��и���������c�������I���̾����\�úܶ�ƌW�ķ�����߀������ܶ��c���I�������P��һЩ���g���������˾�_�����aЧ����������҂������fIE���̎�����Ч�ʌ��ҡ����S���t������I���t���� �҂���˾���T��һ�����I����̎��������100��λͬ�£�ȫ������IE���I�ı������҂��кܶ���Ŀ�����ǹ��I����̎���o�҂��ṩ�ܶཨ�h�����I����̎�����҂���I��Ļ�š�
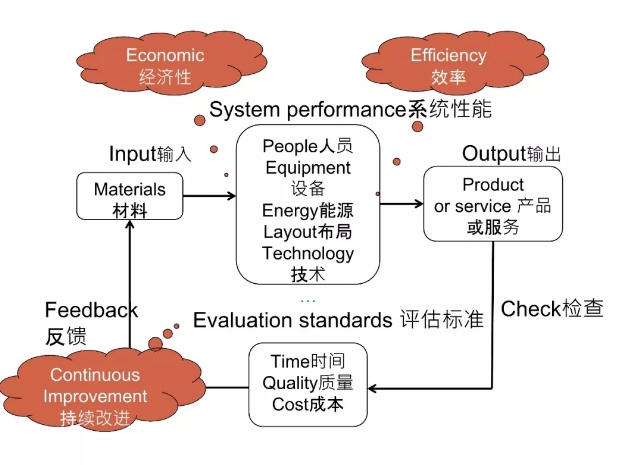
IE��Ξ���I�@ȡ����������
;�������ͳɱ�
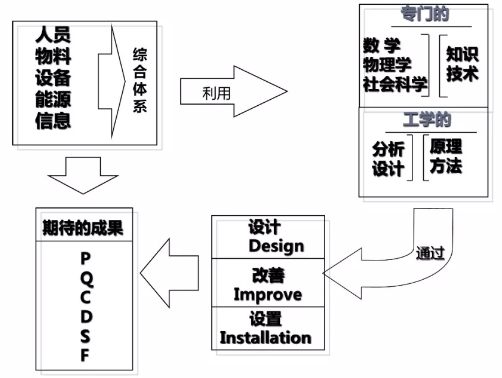
1955���������I���̎��f����IE�Ķ��x��IE�nj��P���ˆT�����Y���O�䡢��Դ����Ϣ�ȽM�ɵ����wϵ�y�M���OӋ�������c��ʩ��һ�T�W�ơ�
IE����Դ
̩��-�F�P�Pú�����ķ���
̩������F�S�r����600�������������F�@�P�F�Vʯ��ú��̩���룺һ�F�@��������װ��r���˸е���ʡ���������_����ѹ���Ч���أ�������x���������ˣ���׃һ�F�@��������ӛ�ÿ��Č��H��������
�Y���l�F����ÿ�F�@�������� 38���rÿ�칤������25����34���r��30�������ǣ����ó����IЧ���S�F�@�����Ĝp�p��Խ�ߵĽYՓ�����Ǯ������½���21��22�����r������Ч�ʷ����½���
�ɴˣ����J��Vʯ�����^�ؑ�ʹ��С�@����ú�^�p��ʹ�ô��@���������ذ�����600�����˵Ĺ��������@�ӣ��M������ǰ��ÿ��0.072��Ԫ���͵�0.033��Ԫ��ÿ�깝ʡ��8�f��Ԫ���M�á�
��������˹-��������������
ʮ�����oĩ�Ľ����I�����u����ʩ����һ����Ҫ���֡���������˹�l�F��ͬ��ʩ�����ڲ�ͬ�Ĉ�������������ͬ�����J������һ������һ�N�������ʩ����������ʹЧ����ߣ�ʩ���ˆT��ƣ�ڶ�Ҳ��͡����磺���r�������r�u�^�[���ڵ����ϣ�ʩ���ˆT���һ�δεď����x��u�^���x����^���õĂ��档�@�ӣ�����ʩ���ˆT����ƣ�ڣ�Ч��Ҳ�����ܸߡ���������˹ͨ�^һϵ���о������M��ʩ����������ʩ���ˆT����ȡ�ŵĸ߶����O����һ���[�Ŵu�^��ͬ�r����һֻ������մ�M��������Ĩ�壬����ǰ�Ć������I���p�����I�����^�@�ӵĸ��M��ʩ���ٶ�����ǰ���������ϣ�ʩ���ˆT��ƣ�ڶ�Ҳ�͡�
IE���R
•��ֵ�c����ֵ •�ɱ��cЧ�����R •���}�c�ĸ����R •���������͘˜ʻ����R •ȫ�ֺ����w�����R •���˞鱾�����R
•վ�ڿ͑��������ϣ����ķN��ֵ�Ĺ��� •ʹ����׃�� •�M�b •��׃���� •���b
���Ϗ��M�S�����Sֻ�в���10%�ĕr�g����ֵ�ģ�
�J�R���M
����һ�в���ֵ�Ļ�Ӻ������YԴ���^���Ļ�Ӷ������M��
��Ҋ�İ˴����M��
•���������������M •�ӹ������M •���������M •���\�����M •�������M •�����^��/�^������M •�ȴ������M •�a�I�U�������M
1�����������������M
���ݣ����ϡ��O�䡢���r�pʧ������Ʒ׃�ɏUƷ���әz��ēpʧ���Еr��Ҫ���r̎���aƷ�����Ϳ͑��M���
���҆��𣺞�ΰl�����Ƿ��з�ֹ�l���Ĵ�ʩ��
���ƣ��Ԅӻ������������˜����I����һ�ξ�����
2���ӹ������M
���ݣ����^�ּӹ������M
��1������ļӹ����^�־��_�ļӹ������猍�H�ӹ������^������YԴ���M
��2����Ҫ��������I�r�g���o���O�䣬߀Ҫ�������a��늡��≺���͵���Դ�����M�������˹����Ĺ��r��
���҆��𣺼ӹ�Ŀ����ʲô����Ξ��m����
���ƣ������OӋ���m���������I���ݵ������u�����ξߵĸ����c�Ԅӻ����˜����I�ďص���
3�����������M
���ݣ����ֿ��e�����ֿ��e�����I����ͻȻֹͣ�����I�����^�������ֽ��Q�������^�ࡢ�D���ĽǶ�̫���Ƅ���׃�Q����B�����������ɡ��������������������Լ��؏̈́����Ͳ���Ҫ�Ą����ȣ��@Щ���������M����˕r�g���w���ϵIJ���Ҫ���ġ�
���҆����Л]��Ҫ�����ܷ��ʡ�rʡ����
���ƣ������о�������ԭ�t�ďص��У��ƶ����I�˜�
4�����\�����M
���ݣ����w���F����á��ѷe���ƄӵȄ������M���ɴ˶�������Ʒ�Ƅ�������g�����M���r�g�����M���������ߵ�ռ�õ����M��
���҆��𣺞�ΰ��\����Μp�ٰ��\��
���ƣ�U�����O������ã��������I��վ��ʽ���I�����ܹ�����ָ������
Ŀǰ�ձ��J����\�DZ�Ҫ�ģ��������M����ˣ��ܶ��ˌ����\���Mҕ����Ҋ����Մ����ȥ��������Ҳ�������Â��͎���C�����\�ķ�ʽ��p���˹����\���@�N�����ǻ����X��p�ٹ����w�������ģ����H�ϲ��]���ų����\���������M��
5���������M
���ݣ����ϡ�������ӹ�Ʒ��ͣ��������ֻ�Ђ}�죬�����g�İ��ƷҲ�ǡ��������a�������L���������L�����g���M�����\���z������ӣ����D�Y��ռ�á�
���҆��𣺞�Ε��Ў�棿���唵�Ƕ��٣�
���ƣ��������R�ĸһ�������a������ďص�����JIT
�����^ȥ�Ĺ�������˂��J�����mȻ�Dz��õĖ|�������s�DZ�Ҫ�ġ��������a���^�c�J�飬����Ǜ]�б�Ҫ�ģ������J�������f��֮Դ��
6�������^�ࣨ�磩�����M
���ݣ�������K�������İl������棬���Ʒ�����ӣ����ϡ�����ĞE�ã��Y�����D���½���Ӌ����ܛ�Ե���K��
���҆��𣺞��Ҫ������ֹͣ�C�ƣ�
���ƣ��������죻���r�������Ƅ�ʽ���a�Ğ�����ʽ���a
�����^����^�磬��ǰ�õ������a�M�ã������]�к�̎��߀�[�������ڵȴ������������M��ʧȥ�˳��m���ƵęC����
7���ȴ������M
���ݣ���ɵȴ����M��ԭ����������a����Ʒ�N�ГQ��ÿ��Ĺ�����׃�ӣ��r����ȱ�϶�ʹ�C���e�ã����ι������`�������ι����e�ã��C���O��r���l�����ϣ����a����ƽ�⣻���ڄ��ݲ����ĬF��
���҆��𣺞��Ҫ�ȴ���
���ƣ���Ʒ�e���a��U���ͣ������ɻ����Ԅӻ���ƽ�ʻ����a�������M���J֪
8���a�I�U�������M
���ݣ�ָ���ϡ��������������������ϵȵďU��̎������ɿ����ʲ��á�̎���M�õ�֧�����ɱ���ߡ����I���r����
���҆�����ήa����̎�������ǣ�
���ƣ�Ӌ���Ե�ʹ�ò��ϣ��o���仯�����Ļ���
��Դ�����`�B �gӭ��������
��һ�����£��������ИIPLM��Q����
��һ�����£��������a܇�g��10�����ԭ�t