 |
4000156919 |
|
4000156919 |
��Դ����վ ���ߣ����� �l����2020/4/30 �g�[�Δ���3879
�ڰ��� ��������ˮ���a��I�a���Nһ�w������
WHY��
�o��Ѹ�ٻش�͑�����N�̵���������
���r���e�����r����ȱ��
܇�g����Ʒ�����Ӹ߲��£�
����ȫ���O����ˆT���ڳ�ؓ���\�D����������֟o�¿ɸɣ�
�O��ͻ�l�¼��l�����ˆT�����o�^�Ӱࡢ��w���䣻
��ُ��ǰ���L�����������ֱ���ý��^���~��
܇�g�{��æ��æȥ����K߀�ǵ��`�˽�؛�ڣ�
Ͷ�Y�˱�Թ�F�����D�ٶ�̫����
��Ҷ�Ŭ���ˣ��ɱ�߀�Ǜ]�н�����
���T�g��Ϣ���f�ٶ�̫��������ʧ�棻
���ӹ����ˆT��Թ�ڄӏ���̫��
��I�I�����˺ܶ��Q���}�ķ������s�y�Ԍ�ʩ��
�����f����
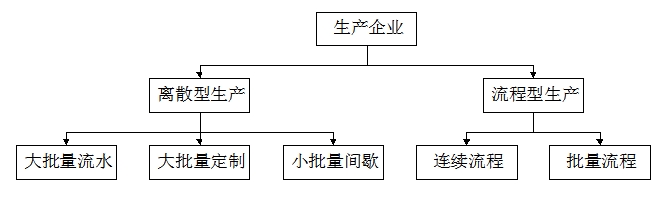
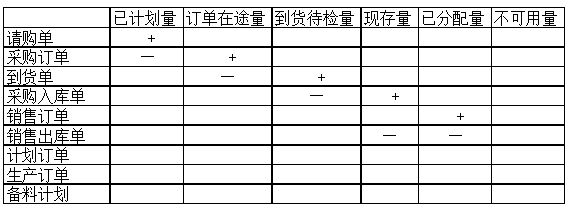
��1���������������a��I��̈́��֣���
��������������NC�����a��I��͵Ą��֣�ּ�ڽ�Q����������ˮ���@����a��I�Įa���Nһ�w����
�D1
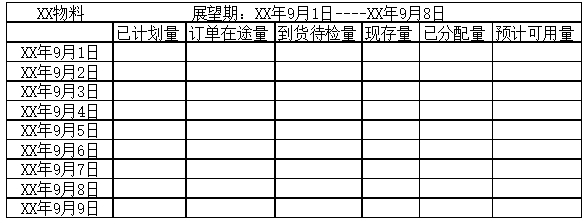
��2����������ˮ���a��I���c��
��������ˮ���a��ͨ�����Q���؏����a��
�aƷ���L�����a�Ę˜ʻ��aƷ��
ÿ�ε����a�����^��
���й̶������a����
���a���������g��ˮ���I��
�aƷ�B�m����خa����
�aƷ���Ͽ��ֲܷ������a���ϵĶ���Ͷ���c��
Ͷ���c�ɲ���JIT��ʽͶ�ϣ�
һ�㰴���_���M�аl��̎����
�����a���ڻ��P�IͶ���cͶ����r�O���aƷ�����Σ�
���aƷ���μ�Ͷ�������M���|�����ɱ���ۙ����Դ��
���ǵ��͵����������a��MTS����ʽ��
�aƷ�K���Ñ�������ֲ��V��
�aƷ�N�۶���÷��N��
���a���Ŷ��������N���N��ӆ�λ��ɷ��N��Ҫ؛��Ո�ƶ����N���A�y��
��3����������ˮ���a��ʽ�ĵ����ИI��
��ӮaƷ
�������
�k����Ʒ
�Cе�ӹ��������b��
�������N�������MƷ��
��4��������Ҫ�Pע�c��
��������Ҫ�Pע��������ˮ���a��I�ăȲ����̹�����ͬ�r����һ�������棬���ڴ�������ˮ���a��ʽ�cС�����gЪ���a��ʽ��ϵ����a��I�Ȳ����̹���Ҳ��������֧�֡�
1.��������ˮ���a��I��ʲôҪ���F�a���Nһ�w��?
1) �o��Ѹ�ٻش�͑�����N�̵���������
2) ���r���e�����r����ȱ��
3) ܇�g����Ʒ�����Ӹ߲��£�
4) ����ȫ���O����ˆT���ڳ�ؓ���\�D����������֟o�¿ɸɣ�
5) �O��ͻ�l�¼��l�����ˆT�����o�^�Ӱࡢ��w���䣻
6) ��ُ��ǰ���L�����������ֱ���ý��^���~��
7) ܇�g�{��æ��æȥ����K߀�ǵ��`�˽�؛�ڣ�
8) Ͷ�Y�˱�Թ�F�����D�ٶ�̫����
9) ��Ҷ�Ŭ���ˣ��ɱ�߀�Ǜ]�н�����
10) ���T�g��Ϣ���f�ٶ�̫��������ʧ�棻
11) ���ӹ����ˆT��Թ�ڄӏ���̫��
12) ��I�I�����˺ܶ��Q���}�ķ������s�y�Ԍ�ʩ��
2.���������Ԏ�����I��Щʲô?
2.1����Ҏ���Ļ��A���������wϵ
���A������Ҫ�����������ļ��������������̿��Ƽ�Ӌ���ų��еĻ������ԣ����aƷ�Y�����������aƷ�Ę��ɼ����϶��~�����P������Ϣ������ˇ�^�̣������aƷ���b���ӹ������a��������ġ����N���r���~�ȿ�����Ϣ�������a���aƷ���x���؏����a�r�aƷ�����a���ϵ�Ͷ���cͶ�϶��~������ؓ�ɵȿ�����Ϣ�����Լ����̙n�����r���|���Ȼ�����Ϣ�����������{���A�����Ĺ����������A�����Ľ����;S�o����Ҏ�������̿��ƣ����nj��F�I�����̿��Ƽ�Ӌ�������wϵ�Ļ��A��
2.2���������ĘI�����̿���
���������{��I��Ϣ�����Ǻ��εIJ��T����ɻ����I�յĹ�������������I����һ���ɵĘI�����̿���ϵ�y���I��ϵ�y�ļ���ʡȥ���S���؏̈́ڄӣ���Q�˲��T�g��Ϣ���f�ٶ�̫��������ʧ�棬���ӹ����ˆT��Թ�ڄӏ���̫���I��˼���y�Ԍ�ʩ�Ȇ��}��
2.3����ȫ�]�h�\�е�Ӌ�������wϵ
�]�h�\�е�Ӌ������ϵ�y�鼯�ɵĘI�չ��팍�F���Mһ���Ĺ�����������ͨ�^MPS��MRP��RS�Ȍ��a���N�M�����ЙC��Ҏ�����fͬ�̓�������I�Ȳ�����朣�����I�ķ��ص��º�yӋ���u�����н�Ó������ͬ�r���Ԍ��F�I���^�̵���ǰ�����п��ơ�Ӌ�������wϵ����I���͎�桢�p�����ơ������������a���s�̽�؛���ڡ����ͳɱ������ٷ�ӳ�N�����ӿ��Y�����D�Q�������á�
2.4�����߶ȹ������m����I�ɳ��m�lչ����Ϣϵ�yƽ�_
��Iȫ����Ϣ������I����֮���������߶ȹ�������Ϣϵ�y�DZ������������l�c��Ҳ����I�F�A�ο��]�����c�����������M����I�F�A�λ���Ҫ���⣬����I���룬�����˸��Nϵ�y�ɔUչ��ƽ�_�C�ƣ�����I���I�յİlչ�����ĸ��Ƶ춨�˻��A��֧����I�Ŀɳ��m�lչ��
3.��������ˮ���a��I��Ό��F�a���Nһ�w��?
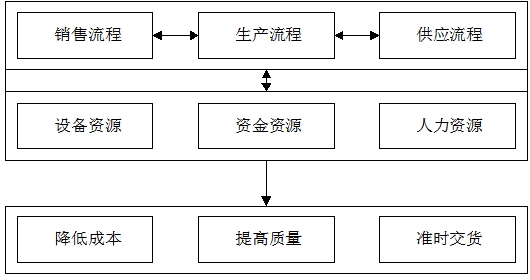
3.1ϵ�y�Ŀ��w˼��
�D2
�������Ǯa���Nһ�w����������ͻ��һ����I�Ȳ����̵����w�ԡ������������w�FMRPII����˼�룬�ԃ�����I�Ȳ����̣���Ч���������YԴ���Ķ��_�����ͳɱ�������|�����ʕr��؛����ּ��
3.2ϵ�y�đ��üܘ��D

�D3
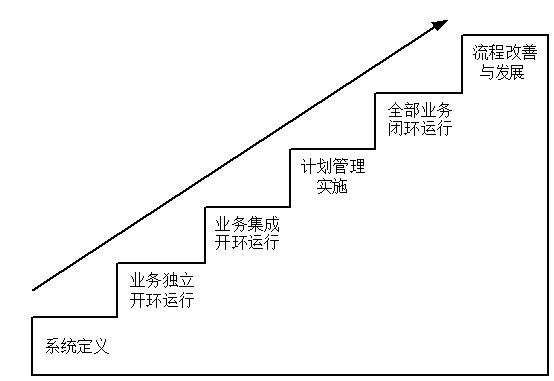
3.3ϵ�y�Č�ʩ���lչ�^��
�D4
���������ṩ��ϵ�y�܉�ɹ��\����Ҫ��һ���P�I�����nj�ϵ�y��ʩҪ����������ʂ䣬�ψD�f����ϵ�y�Ľ����^�̣��Á�ָ��������ϵ�y�Č�ʩ��
�f����
ϵ�y���x���������N�o�B���A�����Ķ��x������ƽ�_��ģ��Ķ��x����������ϵ�y�Ļ�ʯ��
�I�հ������N�ۡ���ُ����桢܇�g�����P���T���N�I�ՆΓ��ͽ���̎����
�����_�h�\�У���험I��㕽��Pϵ������ϵ�y�Ԅӹ������������˞���ơ�
�����_�h�\�У���험I��㕽��Pϵ��ϵ�y�Ԅӹ����������ڛ]�нyһ��Ӌ��ϵ�y���o���_��ȫ���Ԅ�Ҏ���I�ա�
Ӌ������������MPS��MRP��RS�ȡ�
�]�h�\�У����Ӌ��ϵ�y��ʩ��桢���ơ���;���A�s�l؛���A�s�I�õ�ȫ����Ӌ��ϵ�y���ƿ�֮�У��Ķ��_��ȫ��Ҏ����험I�յ�Ŀ�ˡ�
���̸����c�lչ�������������ڵ�NCϵ�y���Џ����֧��ƽ�_�������I����������ƽ�_������������ƽ�_����������ƽ�_���A��ƽ�_���ӑB��Ӌƽ�_�����Nģ��ȣ�ƽ�_˼��Č�ʩ���ã�����I�m���I��׃�����Ј��������M��ɳ��m�lչҪ��춨�����û��A��
3.4ϵ�y�đ���ģ�ͼ�����
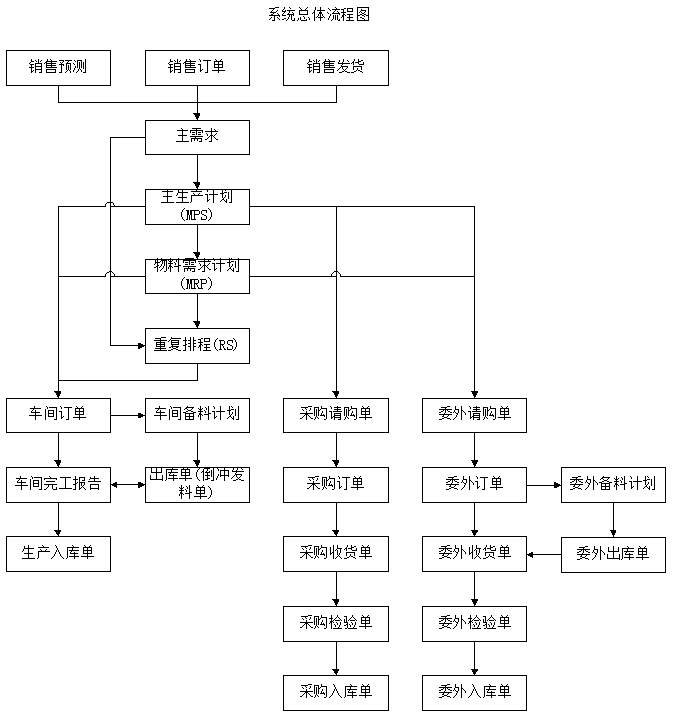
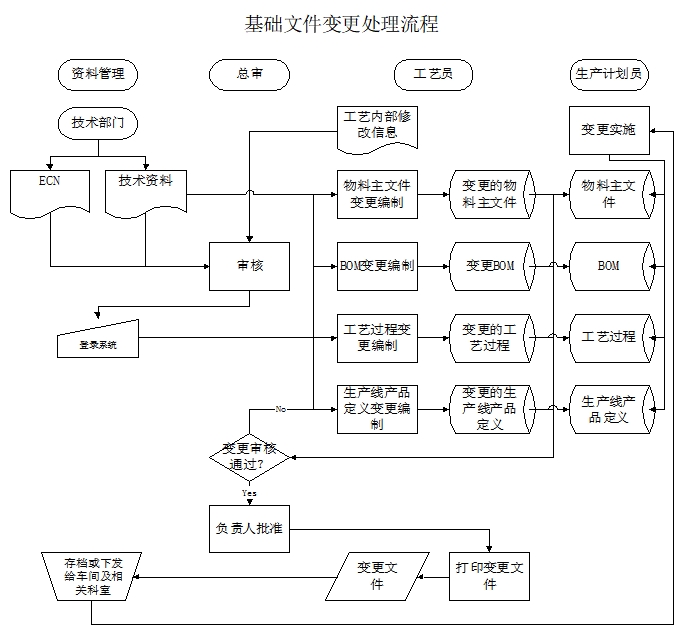
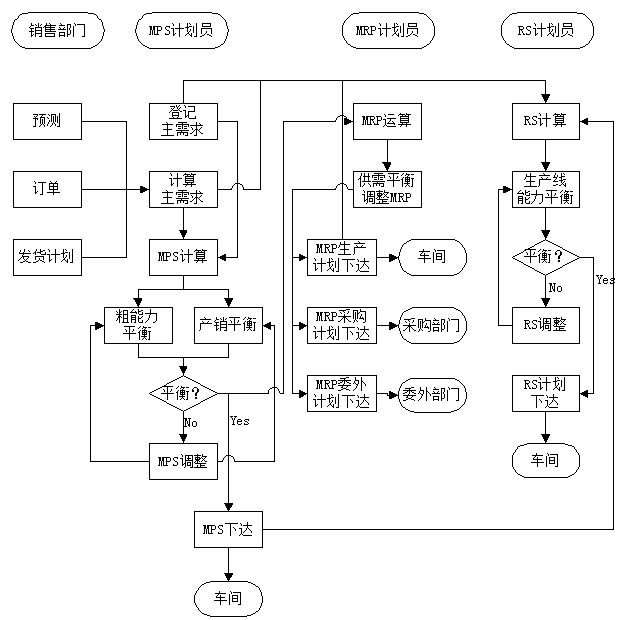
3.4.1���w���̈D�������I�����̣�
�D5
3.4.2���A�ļ���׃��̎����ECN��
��1����������
���A�ļ���ϵ�y������Ҫ����������׃��Ӱ�����ϵ�y��������Ч����׃����������ϵ�y�ṩ���A�ļ���׃�����������_�����A�ļ��ʴ_�Լ�������Ӱ푕r�g�Կ��ơ���׃����Ҫ���ò��T�ǹ��I���̲��T�����a���T��
�D6
��2�����ý�ɫ������Ҫ��������
�Y�Ϲ���T�����ռ��g���T׃��֪ͨ����ӛ׃��֪ͨ�����ܼ��ְl���P�Y�ϡ�
���ˆT�����˼��g���T�°l��׃���y�μ����P�Y�ϣ����_׃�������΄գ�����׃�����ƽY��������׃����
��ˇ�T������׃�����ƣ������������ļ���BOM����ˇ�^�̡����a���aƷ���x�ȵ�׃����
���aӋ���T���������H���a��r���Q��׃����ʩ�r�g�����°�׃��������ʽ�\��ϵ�y
3.4.3�N�۹���
��1��߉��ɫ
���N�I�չ���ϵ�y����I�����|�IJ�ͬ�����h��I�O������߉��ɫ��
|
�M���C�� |
���T |
߉��ɫ |
��ɫ؟ |
|
��I |
�I�� ���T |
�I�ՆT |
1���S�o�N��ӆ�Σ� 2���ƶ��N�۰l؛Ӌ���� |
|
�I������ |
1�������N�ۃr�� 2���N��ӆ�εČ����� 3���N��ӆ���Y������Լ��P�]�� | ||
|
���\���T |
��܆T |
1����͑��l؛����ӛ����_���� 2�����k��̎�l؛���M�г������I�� | |
|
ؔ�ղ��T |
�Y��T����Ӌ |
�M���N�۽Y�㣬�����N�۰lƱ���_�J���ռ��Y�㔵���� |
a. ��ͨ�N�ۣ�
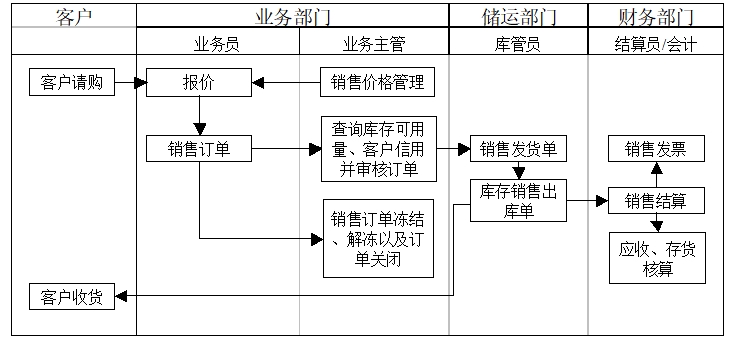
�D7
��ͨ�N�ۑ������̺�Ҫ�f�����£�
�I�����ܿ��Ը����Ј���rᘌ���ͬ�Ŀ͑����I������ƶ����r�Լ����r���ԣ����N�ۘI��̎���^���Ќ�������д˃r�����ߡ�
���ڽK�˿͑���Ոُ���I�ՆT��N��ӆ�Σ��I�����ܸ��������������͑����õ���Ϣ��ӆ���M�Ќ��ˣ�߀���Ը����I����Ҫ���N��ӆ���M�Ѓ��Y��������P�]�������Y���P�]��ӆ�β����S�M�к��m�l؛����I�ա�
���ڌ��˺��ӆ�ο����ƶ��l؛Ӌ�����l؛���죻
�����N�۳�����M���N�۽Y�㣬�����N�۰lƱ���_�J���պ��N�۳ɱ�����̎���N�۰lƱ�����������x�ϵİlƱƱ����ֻ��һ���N؛��Ρ�
b. ί�д��N
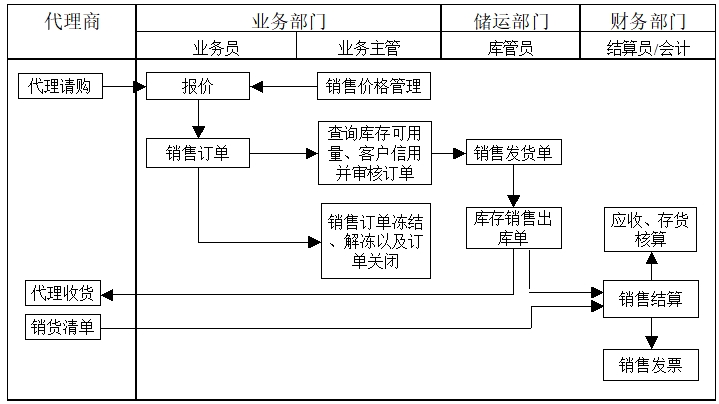
�D8
���������f����
ί�д��N�c��ͨ�N�۲��֘I������ƣ���Ҫ�ą^�e���ڣ�
�N�۰l؛�����Ɏ���N�۳���Σ�ֱ�ӽ��^�N�۽Y�㣬��ί�д��N��Ʒ�M��ӛ�~�������_�J���ռ��N�۳ɱ���
�N�۽Y���Ǹ��������̵��N؛����M�нY�㣬�����N�۰lƱ���_�J�N�����뼰�N�۳ɱ���
c. ί�д��N
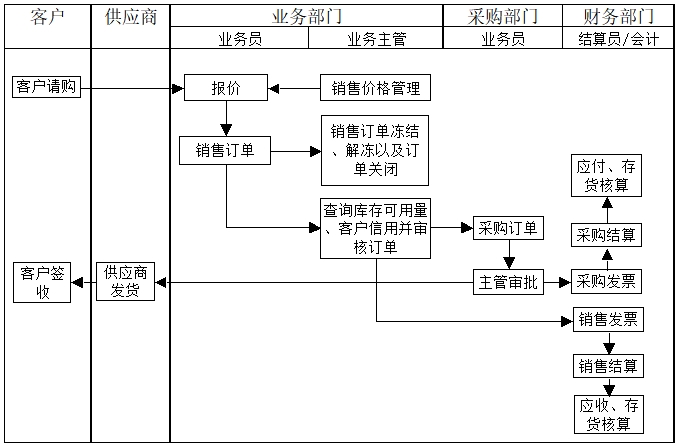
�D9
���������f����
ֱ�\�N����ָ�͑�ُ�I����Ʒ��Ҫֱ�ӏĵ����������������M�в�ُ��Ȼ��ֱ�ӽ����͑�����I�����̺�Ҫ�f�����£�
�������˺���N��ӆ�ο���ֱ�����Ɍ������������̵IJ�ُӆ�Σ�
�����̰l؛���͑����պ�����ُӆ�����ɲ�ُ�lƱ���M�в�ُ�Y�㣬�γɑ����~��_�J��ُ�ɱ���
ͬ�r���Ը����N��ӆ�������N�۰lƱ���M���N�۽Y�㣬�_�J���ռ��N�۳ɱ���
��3���P�I�����c�f����
�N�ۃr�������
��I����ᘌ���ͬ�����O�Ãr��Դ�ƶ����r������͑��M���I����ͣ�ͬ�rͨ�^��ͬ��������ƶ����r���ԣ�ʹ����I�����ڲ�ͬ�ĕr�g�Ρ���ͬ���������в�ͬ�ăr�팍�F��I���r��ć����������Ч���ơ�
�N��ӆ�Σ�
���N��ӆ�ε�̎���^���Ї�����Ѓr��������ƶ��ăr��ͬ�r����ϵ�y�ṩ�Ď����������͑����õ���Ϣ�����N�ۘI���M�п��ơ�ӆ���е�ë���������Ԏ�����I�M�ИI�՛Q�߷�����
�I�տ��ƣ�
���ԏIJ�ͬ�ķ��挦�N�ۘI���M�п��ƣ�����ᘌ��͑������T�Լ��I�ՆT���N�ۘI���M�п��ƣ�
�͑����ÿ��ƣ�
���͑������ÿ��Ʒ֞飺ӆ�Α��ա��I�Ց��պ�ؔ�Ց��ղ�ͬ��ָ�ˣ�
�N�۽Y�㣺
�N�۽Y���ǘI����Ϣ��ؔ����Ϣϵ���|�l�c���_�J��ĽY�������f�����Օ�Ӌ̎�_�J�N�������c���ա����f���ɱ���Ӌ̎�M���N�۳ɱ����㡣
3.4.4Ӌ������
��1������ģʽ
NCϵ�y����ͨ�^MPS��MRP��������Ӌ��ϵ�y�ṩ��N����ģʽ�M�ϣ�������һ�N���͵�MPS��MRP����ģʽ��
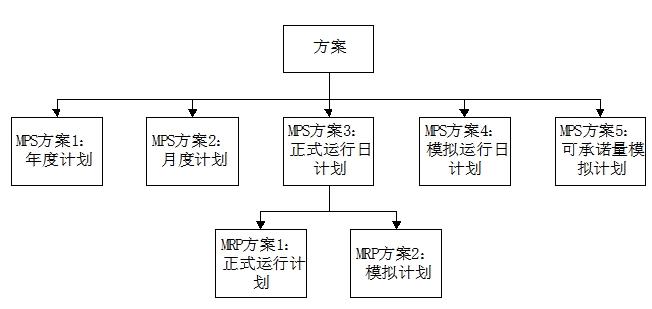
�D10
��2������ģʽ�f��
MPS����1�����Ӌ��������I������N��Ҏ���ƶ����Á�ָ���Y��Ӌ���ľ��ƣ�ָ����ُ��ͬ�Иˡ���ُ�r����ƶ��������������u����ͨ�^������ƽ��ָ�������YԴ��Ҏ�����{�䣬���Ӌ��ͬ�r��������Ӌ��Ŀ���c��Ӌ������Ӌ���Լ����H������r�M�б��^������
MPS����2���¶�Ӌ��������I���N���A�y�L���ƶ����Á�ָ���Y��Ӌ���ľ��ƣ�ָ�����ֲ�ُ���Yӆ���ƶ���ͨ�^������ƽ��ָ�������YԴ�ķ��估�O��z�ȣ��¶�Ӌ��ͬ�r�����c��Ӌ������Ӌ���Լ�Ӌ�����H������r�M�б��^������
MPS����3����Ӌ��������I���N���A�y���N��ӆ�ΝL���ƶ�����MPS����4���Ƶõ����Á�ָ�����H���a��ָ�����ֲ�ُ���Yӆ���ƶ���ͨ�^������ƽ��ָ��Ӌ���{������Ӌ��ͬ�r�����c��Ӌ������Ӌ���Լ�Ӌ�����H������r�M�б��^������
MPS����4��ģ�M��Ӌ��������I���N���A�y���N��ӆ�ΝL���ƶ����Á�ͨ�^������ƽ��ͮa�Nƽ��ָ��Ӌ���{�����_�����wƽ���ģ�MӋ����ؐ�γ�MPS����3����ʽ�\��Ӌ����
MPS����5���ɳ��Z��ģ�MӋ��������I���N���A�y���N��ӆ���ƶ�����ֻ�P������r��ʹ_�J�r���Ӌ����ͨ�^������ƽ��ͮa�Nƽ���ָ���Д��µ��N�����������aϵ�y���Ƿ���Գ��Z��
MRP����1������MPS����3�ƶ�����MRP����2��ؐ�õ�����Ӌ���Á�ָ���������ư��Ʒ�����aӋ����ί��ӹ�Ӌ������ُӋ����
MRP����2������MPS����3�ƶ�����Ӌ���Á�ģ�M�\��MRPӋ����ͨ�^ƽ���{�������ư��Ʒ�����aӋ����ί��ӹ�Ӌ������ُӋ�������cMRP����1�����PӋ���M�б��^������ͬ�rģ�M�õ�Ӌ�����Կ�ؐ��MRP����1�У��γ���ʽ�\��Ӌ����
��3�����aģʽ
��������֧�����aģʽ�����ɷN��
|
ģʽ |
�؏����a�����Դ |
�f�� |
|
ģʽ1���μ��؏����a |
1�� ��Դ�������� 2�� ��Դ�������_��MPSӋ���������_��MRP���aӋ�� |
ȫ�����Ƽ�܇�g���IӋ�����������؏����a�ų̽Y�� |
|
ģʽ2���؏����a�c�gЪ���a��� |
1�� ��Դ�������� 2����Դ�������_��MPSӋ���������_��MRP���aӋ�� |
�������Ƽ�܇�g���IӋ���������؏����a�ų̽Y������һ�������Ƽ�܇�g���IӋ��������MPS��MRP�����_Ӌ�� |
��4����������
Ӌ������ϵ�y�����a�����ĺ��ģ��������������a��I�aƷ���c��������ɫ�����ṩ��N����ģʽ������C���f���䑪�����̡�
�D11
��5�����ý�ɫ������Ҫ��������
�����aӋ����MPS���T
�����aӋ����MPS���nj����N�ۮaƷ�����aӋ��������MRPII�����Ůaԭ�t������������N�ۣ���������
���������������MPS����Ҏ�������wһ��MPS�������������ڲ�ͬ�ĕr����քe��Դ�������x�֮һ���A�y��ӆ�Ρ��A�y+ӆ�Ρ�MAX���A�y��ӆ�Σ���������������nj���ͬ�ĕr�g�εĪ��������M�ЅR����ʹ������MPSΨһ�������Դ������������Ը����N�������Ԅ�Ӌ���⣬߀����ֱ�������ġ�
MPSӋ���\�㣺�x��Ŀ��MPS����������MRPԭ���������������������Դ�����]�F�Ў�桢�����AӋ��졢�l؛Ӌ���A�s�����Լ��������ļ���������������ȫ���ȣ�Ӌ��MPS������MPSӋ��ӆ�Ρ�
������ƽ�⣺����Ŀ��MPS�����������YԴ��Σ�MPS�aƷ�ڸ��P�I�������ĵĆ�λ������������������؛�ڵ�ƫ�Õr�g����MPSӋ��Ӌ���P�I�������Ĵ�����ؓ��Ӌ����������ؓ��Ӌ���c�P�I�������ĬF�������M��ƽ�⣨�ԈD�η�ʽ����
�����O������ʽ�\�е�MPS����Ӌ���������Á�ָ��܇�g���I��Ӌ�������������ڵ�MPS�����������F��ƽ�⣬���֕r�^���d�����֕r�^���Mؓ�ɕr��һ��������ԣ��M�������{���������d�r�^���żӰ࣬��ְl�]�F�������������Mؓ�ɕr�^�����Ź�����Ϣ���O��z�ޣ���һ�����{��MPSӋ�������M�д�����ƽ�⣬ʹ���ڸ��r�^�ֲ����⣬�ԱM���ܝM���N�������_�����N���a��
�����O�������ʽ�\�е����h�����aָ����MPS����Ӌ��������Ҫ�Á��M��ƽ���������O��Ҏ��������Ҏ�����Y��Ҏ���ȣ������F��ƽ�⣬���֕r�^���d�r��������ǰ���]�����YԴ������M�������O�䣬�A����Ƹ�����ȣ��Է����ֲ��������֕r�^���Mؓ�ɕr�����Ź�����Ϣ���O����ޣ�
�a�Nƽ�⣺Ŀ���DZ��C�F�Ў�桢�AӋ�a����Ӌ���a����δ���ĸ��r�g�ζ��ܝM���N����Ҫ��MPS�\���ǰ����Ůa���\��Y��һ���M��a���c�N�۵�ƽ�⣬��������I���a���������ƣ����ܕ����F���w�����IJ��㣬��ij�A�������IJ��㣬���˽�Q�@һ���}����ǰ����������M�д�����ƽ�⣬��ƽ��r�{��Ӌ�����{�����Ӌ���ٽ��^�a�Nƽ��z�飬��ƽ��Y�����F���}�r�������Mһ���{��Ӌ����������ƽ���c�a�Nƽ���Еr�Dz����ݵģ�MPSӋ���T��Ҫ�C���Д࣬���_�����w��ƽ�⡣
MPS����������Ԟ���I�ṩһ����헷�����ͨ�^�@һ��헷����M��MPSӋ��ģ�M��������ƽ���c�a�Nƽ��Y��ʹ�ã��Á��ش�͑�ӆ�λ��N���A�y�����aϵ�y���Ƿ�����ڰ������Z���Mһ���ڲ��ɰ��ڰ������Z�r���ش�ʲô�r����Գ��Z���ٔ�����ϵ�yʹ���@һ���ܿ��Կ���푑��Ј���׃�����������_�����N���a��
MPSӋ�����_��ͨ�^������ƽ���c�a�Nƽ����ߵ����wƽ����MPSӋ��������һ�����_ʼ���a��ǰ�ڣ����_MPSӋ�������_��MPSӋ����Ϣ�ṩ�o܇�g�����ȥ�M���؏����a�ų̣�Ҳ��������ί��Ոُ���ṩ�oί��ӆ�ι������T��
��������Ӌ����MRP���T
��������Ӌ����MRP�������nj����N�۵İ��Ʒ���aӋ������fӋ�����Լ�ԭ���ϵIJ�ُӋ�������������MPS�������������P����
MRPӋ���\�㣺�x��Ŀ��MRP����������MRPԭ������MPS���������������Դ�����]�F�Ў�桢���ƻ���;�AӋ��졢����Ӌ���A�s�����Լ��������ļ���������������ȫ���ȣ�Ӌ��MRP������MRPӋ��ӆ�Ρ�
����ƽ�⣺Ŀ���DZ��C�F�Ў�桢�AӋ�a����Ӌ���a����δ���ĸ��r�g�ζ��ܝM����A�ήaƷ���a�����P����MRP�\���ǰ����Ůa���\��Y��һ���M�㹩���c�����ƽ�⣬�M��MPS�������ѽ����^ƽ�⣬�������O��z����r�����ܕ����Fij�A�������IJ��㣬�{��Ӌ��Ҳ�ٳ��£��{�����Ӌ����횽��^����ƽ��z�飬�Ա��C���a�����M�С�
MRPӋ�����_��ͨ�^����ƽ���MRPӋ��������������ͣ�����һ�����_ʼ������ǰ�ڣ��քe���_Ӌ�����������ư��Ʒ�M��MRP���aӋ�����_�����_��MRP���aӋ����Ϣ�ṩ�o܇�g�����ȥ�M���؏����a�ų̣�������ُ���Y�M��MRP��ُӋ�����_�����_��MRP��ُӋ��ͬ�r���ɲ�ُՈُ���ṩ�o��ُ���в��T������ί��ӹ���Ʒ�M��MRPί��Ӌ�����_�����_��MRPί��Ӌ��ͬ�r����ί��Ոُ�Σ��ṩ�oί��������T��
�؏����a�ų�Ӌ���T
RS�ų�Ӌ�㣺�������aģʽ�������Դ��ͬ���x���؏��ų���Ʒ���������a���aƷ���x������ų�Ӌ�㣻�������a�������O����ƽ�ⲻͬ��Ʒ���ų�Ӌ����������r���M�нY���{�����M������Ҫ����ų̽Y�����_��܇�g�ڴ˻��A������܇�gӆ�Ρ�
3.4.5܇�g����
��1����������

�D12
��2�����ý�ɫ������Ҫ��������
܇�gӋ���T��
���ځ���MPS��MRPӋ��ӆ�ε����ϣ�����܇�gӆ�ε�ͬ�r���ɂ���Ӌ�������ɵ�܇�gӆ�ο����M�зֽ�ɶ��l�΄գ�܇�gӆ��ģ�MͶ�ţ��ԙz�y����Ӌ���Ƿ����ռ�����ϣ�������f�ͮ�����r�����k��ί�⣬����ί��Ոُ�Σ����˂���Ӌ������ɰl�ϻ��I�ϣ����깤ӆ�ζ����P�]��
���ځ����؏����a�ų�Ӌ��ӆ�ε����ϣ�����܇�gӆ�Σ����ɵ�܇�gӆ�ο����M�зֽ�ɶ��l�΄գ�������r�����k��ί�⣬����ί��Ոُ�Σ����깤ӆ�ζ����P�]��
܇�gӆ��Դ��MPSӋ��ӆ�Ρ�MRPӋ��ӆ�Ρ��؏����a�ų�ӆ�Σ�����ӆ�η�ʽ�����N��һ��һֱ�����ɡ�����һ�ϲ����ɡ�һ���������ɡ�
܇�g�yӋ�T��
�܇�gӆ���깤��棬�깤���������Ո���ÿ�Ռ��H�a����r����һ��ӆ�ε��깤����ȫ���_�Jӆ���깤��
���_�l�φT��
���؏����a�ų̵����ϣ���܇�gӆ��һ�㱻���x�鵹�_�I�ϣ����ڵ��_�I�ϵ��깤܇�gӆ�����ɵ��_�l�φΣ��}�쌏�˺��ԄӰ����_�l�φο��ϳ��죻���ڱP�cͶ���c���ϣ��c���_�l��Ͷ���c��Փ�Y��Y�����^������������r��
3.4.6��ُ����
��1������ģʽ����
��I�����в�ُ����ģʽָ����I����ُ���푪���У������T�������Ͻyһ�ɲ�ُ���T�M�м��в�ُ�����䌦���õ����ϲ�ُ�����k����Ʒ���k���O�䡢�����Բ��ϡ��ڄգ�����Ҫ���ϣ������ɸ����ϲ��T�����ُ��Ո���Ɍ��T�IJ�ُ���T�M�в�ُ��������ڡ������ݙ��������_�O�á���ԭ�t�������r�ࡢ��ُ�ࡢ�|�z�༰֧��������Ҫ�ķ��x���猦�������x��ُ�r���|���z��ُ��ͬ�����ȿ��O�Ì��T���|�r���M�й�����
��I�����в�ُ���푪��ģʽ��D13ʾ��
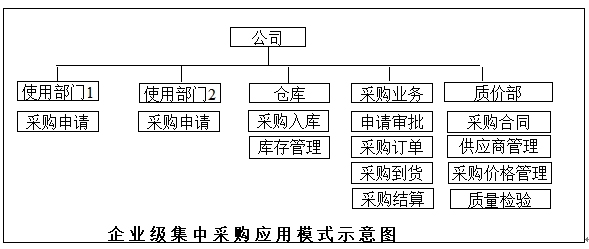
�D13
��2������߉��ɫ
��I�����в�ُ����ģʽ��ϵ�y���õĽǶȑ��O������߉��ɫ�����3ʾ��
|
���T |
߉��ɫ |
��ɫ؟ |
|
��ُ���T |
��ُ���� |
��Ҫؓ؟��ُ�I���^�̵Ĺ����Ϳ��ơ� |
|
��ُ�I�ՆT |
��Ҫؓ؟��ُӆ�κ�������ӆ�Έ�����r�M�и�ۙ��������ُӆ�Έ��Р�B����؛��r���Լ��˓Q؛�ȡ� | |
|
��ُ�Y��T |
���ղ�ُ�lƱ���������ϵIJ�ُ�lƱ���M�ðlƱ�����c��ُ�����M�нY�㣬�_�J��ُ���ɱ���ͬ�r��ؔ�Ց���ϵ�y����؛����ϵ�y�� | |
|
�} �� |
��܆T&, lt;, /SPAN> |
��Ҫؓ؟��ُ��졢���ώ���~�����հl��yӋ�������ȡ� |
|
�|�r�� |
��ُ��ͬ/�����̹���T |
��Ҫؓ؟���Ϲ����̵��x���u����������ُ�f�h��ָ����ُ�I�Փ��ˈ��С�����ُ�I���еĹ������M�й����Ϳ��ơ� |
|
��ُ�r�����T |
��Ҫؓ؟���ϵ�ԃ�r���ȃr������ُ�I���еIJ�ُ�r���M�й����Ϳ��ơ� | |
|
�|�z�T |
��Ҫؓ؟��ُ�������M���|���z | |
|
ʹ�ò��T |
��ُ��Ո |
�����T���I����Ҫ���ُ��Ո |
��3���������̈D��D14ʾ��
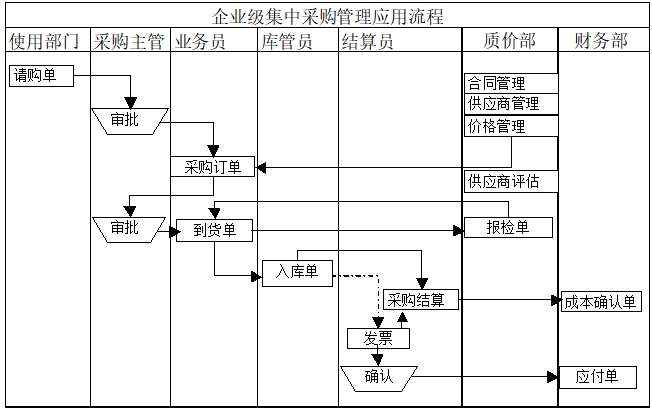
�D14
��4���������̈D�f��
NC��ُ����ϵ�y�A���ˎN��ُ�I����͵�̎�����̣�������ͨ��ُ�����д��N���k��Ʒ��ُ��ֱ�\��ُ������NCϵ�y���T�_�l�˘I����������ƽ�_�������`��ظ�����I����Ҫ���x�I�����̣��������`�����ÿ��Ɨl�����������������ڴ�������ͨ��ُ�I����͵���I�����в�ُ���푪�����̡�
Ոُ�Σ��ɸ�ʹ�ò��T�Ոُ�Σ�NCϵ�yՈُ��֧�ֶ�N������Դ���c���a���N�ۡ����ϵ�y�Ɍ��F��ȫ���ɑ��á�Ոُ��Դ��Ҫ�����������a���T����������Ӌ�������ڎ����ӆ؛�c�����ɵIJ�ُ��Ո���N��ӆ������Ոُ��Ϣ��֧�����N��ُģʽ�����������T�ύ�IJ�ُ��Ո���ֹ����ȡ�
��ُӆ�Σ����Ռ��˵�Ոُ�����ɲ�ُӆ�Σ�NCϵ�y֧�ֶ�N�ֆη�ʽ��ͬ�r֧��ӆ���M�м��µĘI�ՠ�B������
��؛�Σ�������ُӆ���M�е�؛���գ����ɵ�؛�Ρ�֧��һ��ӆ�οɶ�ε�؛��
��z�Σ����ڵ�؛������Ҫ�M���|���z��؛Ʒ�����Ɉ�z�Ρ��|�z���M���|���z���z�Y�����뵽؛���С�
���Σ���܆T������؛���еĺϸ�Ʒ�����������Ρ�
��ُ�Y�㣺�Y��T�����������ɲ�ُ�lƱ�����ɲ�ُ�lƱ����ϵ�y�M�нY�㣬���ɳɱ��_�J�Σ��Y��T����ُ�lƱ�M�д_�J���_�J�����ɑ����Σ��γɹ����̵đ�������F��ُϵ�y�c��؛����ϵ�y������ϵ�y���ЙC���ɑ��á�
��5���P�I�����c�f��
Ոُ�Ό�������Ҫ������Ոُ������Ոُ�Y���A��Č�����NC�ṩ���ϵ�ATP��������Ϣ��Ոُ�Y���A����Ϣ�����o���M��Ոُ������
��ُӆ�Ό�������Ҫ��������ُӆ�εĹ����̡���ُ�r����f�h����؛��ʽ�ȵČ�����ͨ�^NCϵ�y�����O�ÿ��Ԍ���ُӆ�εăr���M�к�ͬ�r����ơ�����ރr���ơ���ߎ����ơ�
��؛�h������؛�ڡ���؛�������ơ��|�����ƣ�
��ُ�lƱ���ƣ���ُ�lƱ���r���M���c��ُӆ�α��^���M�Д����ݲ���ơ��r�ݲ���ơ�
ԭ���Ϻ�����ˮƽ�Ŀ��ƣ���ߎ����ơ���͎����ơ���ȫ�����ơ�
��6��NC�����ϲ�ُ�^���Р�B�Ĺ���
NC�O���������һЩ��B�����ڌ��r�˽��ُ���Y�Ġ�B��
��Ӌ�����������ѽ���Ոُ�Σ�����δ���_���ُӆ�ε��@����ԭ���ϵ�����
ӆ����;�����ѽ��γɲ�ُӆ�Σ�����δ��؛���@����ԭ���ϵ�����
��؛���z�����ѽ���؛����δ��əzδ�����@����ԭ���ϵ�����
�F������ָĿǰ�}���Ќ��������
����������ָ����ij�Nԭ���Y������ʹ�õ�����
�ѷ�������ָ�ѽ����_�����aӋ�����N�۶����i���ĵ��@����ԭ���ϻ��Ʒ������
���������ɹ�ʹ�õ��@����ԭ���ϵ�������һ��Ӌ��Y�����c�r�g���P��
���ϲ�ُ�^���еĠ�B��D15ʾ��
�D15
NC���@Щ��B�����ڕr�g�S��չ�_����D16ʾ��ͨ�^��ԃ�@Щ��B������ʹ��Ĺ�������Ӌ�������fͬ����ُ�^�̼����ˮƽ�Ŀ��Ƹ�����Ч��
�D16
��7�����������
���aӋ��ϵ�y���ɵ�ί��Ӌ��ӆ�μ�܇�gӆ��ϵ�y�a�����R�rί��ӆ�ν��^�_�J����ί��Ոُ�Σ�ί�����ϵ�y����Ոُ������ί��ӆ�Σ�ͬ�r����ί�����Ӌ����ί��ӆ�ΰl��ί��S�ң�ͬ�r����ί�����Ӌ���oί��S�Ұl�ϻ��������l�ϣ�ί�����a��Ʒ��S�������^����Ʋ�ُ��ί��Y���^�̳��Y��ί���M���⣬߀Ҫ���]ί����ϣ������L��ί��S�Ҷ��ڰl�ϣ���ί����ϵăȲ��ɱ��Y�㡣
�D17��ί��I�����̣�߉��ɫ�������f������Ʋ�ُϵ�y���؏�֮̎���ٔ�����
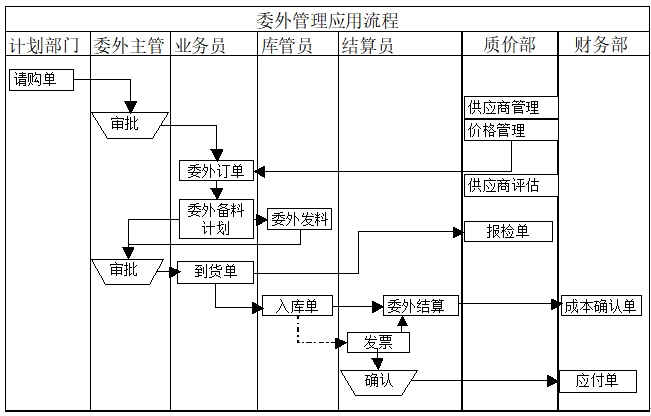
�D17
4.���Ãrֵ
��������һ������MRPIIԭ����ȫ��I�չ�����Ϣϵ�y�����������a�c�����ƌW����APICS���yӋ��ʹ��һ��MRPIIϵ�y�����Č�ʩ����AӋ���Ԟ���I�������½���Ч�棨�@��ָƽ��ֵ����
1�� ���Ը��Ǝ�����������Խ��͎��10%~40%��ʹ���P�c�`�������5%���£��Y�����D�Δ����50�����ϣ����P�c�`���ʽ��͵�1~2������ȱ���p����60~80�����������ˎ����Y��ռ����r�����a��؛��r��
2�� ͣ�����Ϝp��60����������������������ߣ�Ӌ��Ҳ���˸��M���܉��������r�c�ʴ_�����Ҳ���Ը��������ٶȜʕr���_����ˣ����a���ϵ�ͣ�����ϬF�����p�١�
3�� ������߄ڄ����a�ʣ���sС�b��ʹ����e10%~30%���p�ټӰ�r5%~50%��������a��5%~15%�����a�������10����15����
4�� ����Ч�ؽ������a�ɱ������ُ�M�ý�����5�����ң���I�aƷ�ɱ�����5%~15%������������5~10����
5�� ʹ���ڽ�؛�p��80�����ʴ_��؛���_99%���ϣ��`����ƽ������35%��ʹ�N�۲��T�����u�����ߣ�
6�� ���aӋ������ُӋ���������_95%���ϣ���ُ��ǰ�ڿs��50������ُ�ˆT���˼��r�ʴ_�����aӋ����Ϣ�����ܼ��о����M�Ѓrֵ������؛Դ�x���о�Մ�в��ԣ��˽����a���}���s���˲�ُ�r�g��ʡ�˲�ُ�M�á������Ž^�Ȳ����T֮�g�ij�Ƥ�F��
7�� ��߹���ˮƽ����Ч�ʣ������ڔ�����ԃ���ӹ�����ӡݔ������ݔͨӍ�ȷ��湝�s�����ˆT�����r�g���p�p�ڄӏ��ȣ���ʹ�����ˆT�p��10�������ƶ���Ҏ���˹�˾�I�յĸ����h������������I�Ľ��I�Q�����������F�˲�ُӋ�����r����������ͣ����aӋ�����ź��������������a���������|������ۙ�Ј������`�����������I�đ�׃���������������Ķ�ʹ��I���Ј��ϫ@���˸��ߵ��u�����w�\�Iˮƽ�����ߡ�
��Դ�����`�B �gӭ��������
��һ�����£���ʲô��IERP�����ձ鲻����
��һ�����£�ERPϵ�y��ʩ-����NC���÷�����