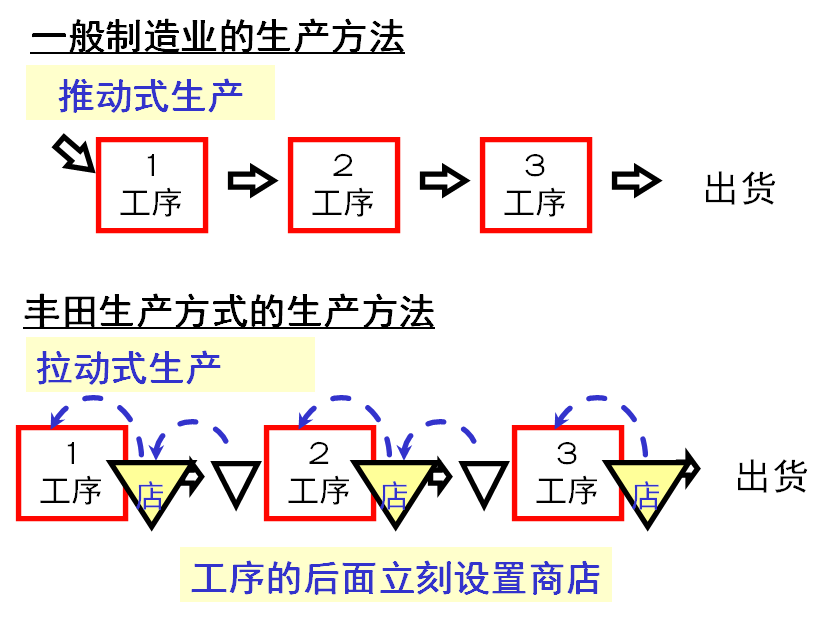
����(d��ng)ʽ���a(ch��n)���Ƅ�(d��ng)ʽ���a(ch��n)�ą^(q��)�e
����1��ʲô�ǿ��巽ʽ
���ۣ������ÿ����M(j��n)�����a(ch��n)�ĸ�Ҫ
���ۣ��ݿ����ʹ��Ҏ(gu��)�t
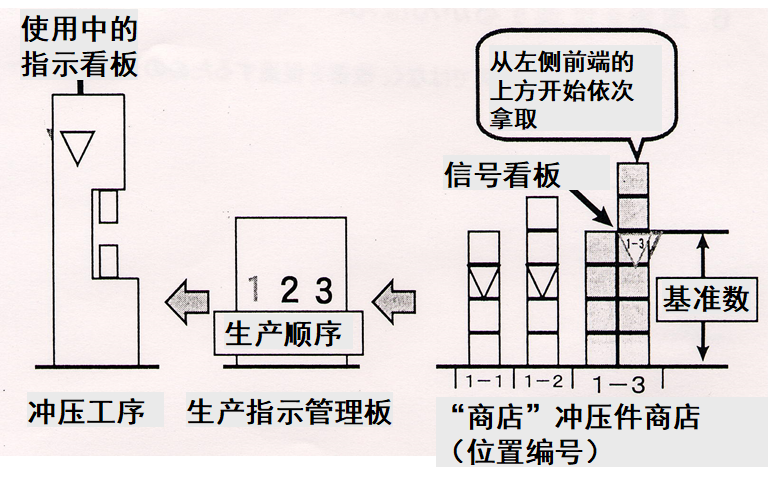
�كH�ڿ������ߺ���ŵ�ǰ����ȥȡ����
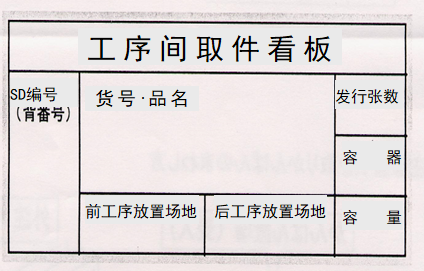
��ǰ����?q��)�ȡ�¿���Įa(ch��n)Ʒ�H����ȡ�µĔ�(sh��)���ͱ�ȡ�µ�������a(ch��n)��
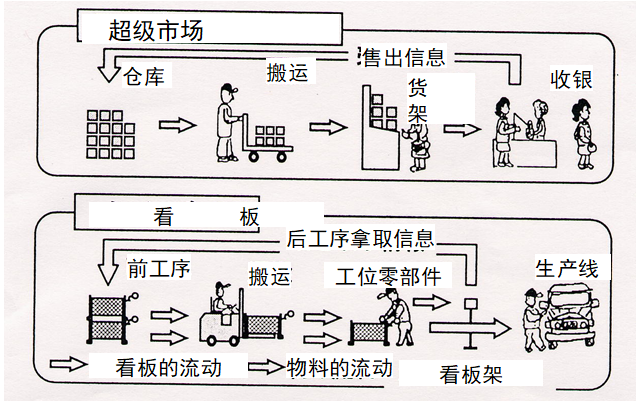
�ۛ](m��i)�п���ĕr(sh��)�����a(ch��n)�������\(y��n)��
�ܿ����횸��ڌ�(sh��)���ϡ�
��ʹ�õ�һ��(g��)�����ĕr(sh��)��(y��ng)��(d��ng)���俴����뿴��ܡ�
�ްl(f��)��ȱ���r(sh��)��ÿ���a(ch��n)һ��(g��)������һ��(g��)������f��
���ۣ��ݿ��������
�����nj�(sh��)�F(xi��n)JIT��������
���������a(ch��n)�����\(y��n)��ָʾ��Ϣ
���������ϬF(xi��n)��(ch��ng)��(sh��)�H���a(ch��n)�M(j��n)�ȵ��Ԅ�(d��ng)���a(ch��n)ָʾ��Ϣ����(n��i)�ݞ顰�Εr(sh��)���a(ch��n)�����\(y��n)�����ٔ�(sh��)���ĺηN��Ʒ����
��������ֹ�����a(ch��n)�^(gu��)ʣ���͡����\(y��n)�^(gu��)ʣ��
����������������ں��m�Ĕ�(sh��)������Ȼ�܉�?q��)����a(ch��n)��(sh��)���Ͱ��\(y��n)��(sh��)�������ں��m�Ĕ�(sh��)����
���������_���a(ch��n)�ă�(y��u)�����
���������տ���ȡ�ߵ�����M(j��n)�����a(ch��n)ָʾ���ɡ�
���������ձ���������a(ch��n)������������Ď�(k��)���r����������ˆT���ú��m�̶ȣ���������I(y��)�M(j��n)�ȣ�����ľo���̶ȡ�
����������(w��n)�}�c(di��n)���滯�Ĺ���
�����g�Ď�(k��)��Խ�٣���(w��n)�}Խ���ױ�¶����(l��i)��
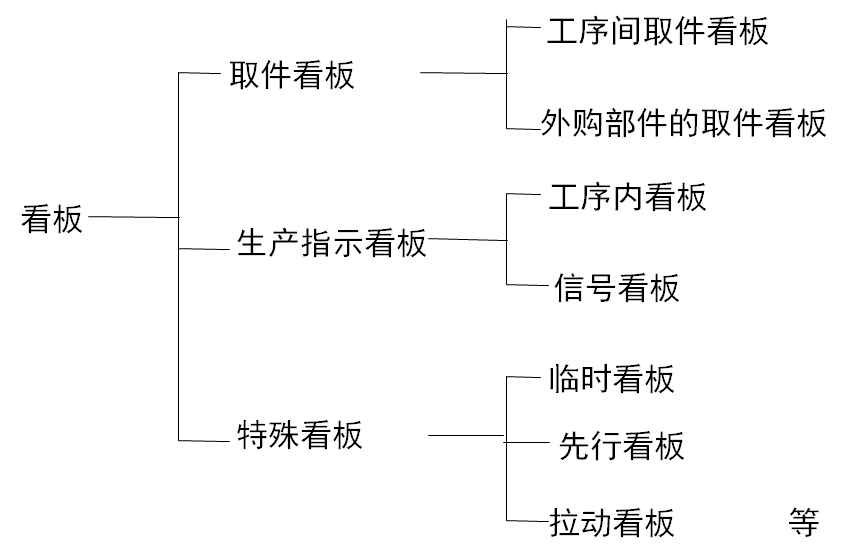
���ۣ��ݿ���ķN�
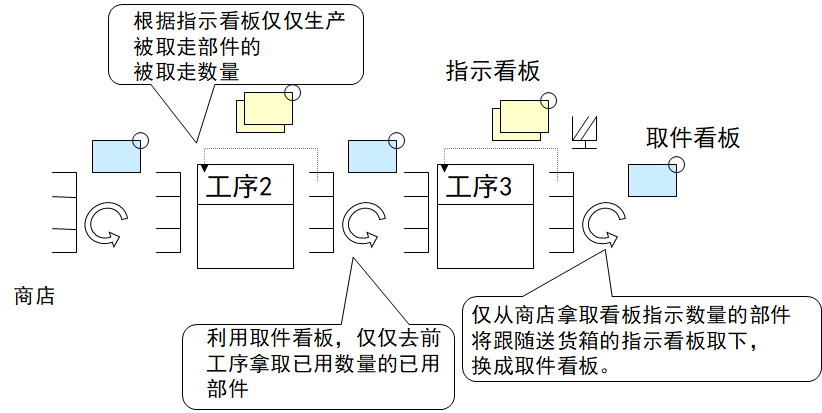
������ȡ������
�ٹ����g��ȡ������
���������ȡ������
��؛����ѭ�h(hu��n)
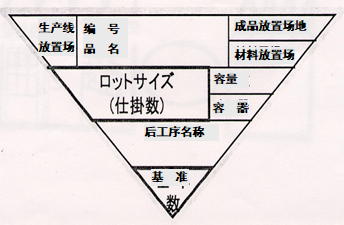
���������a(ch��n)ָʾ����
�ٹ����(n��i)����
����̖(h��o)����
��̖(h��o)��������D(zhu��n)����
��̖(h��o)����Ļ���(zh��n)��(sh��)������Ҏ(gu��)��
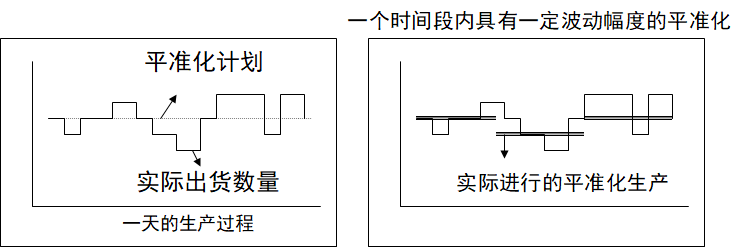
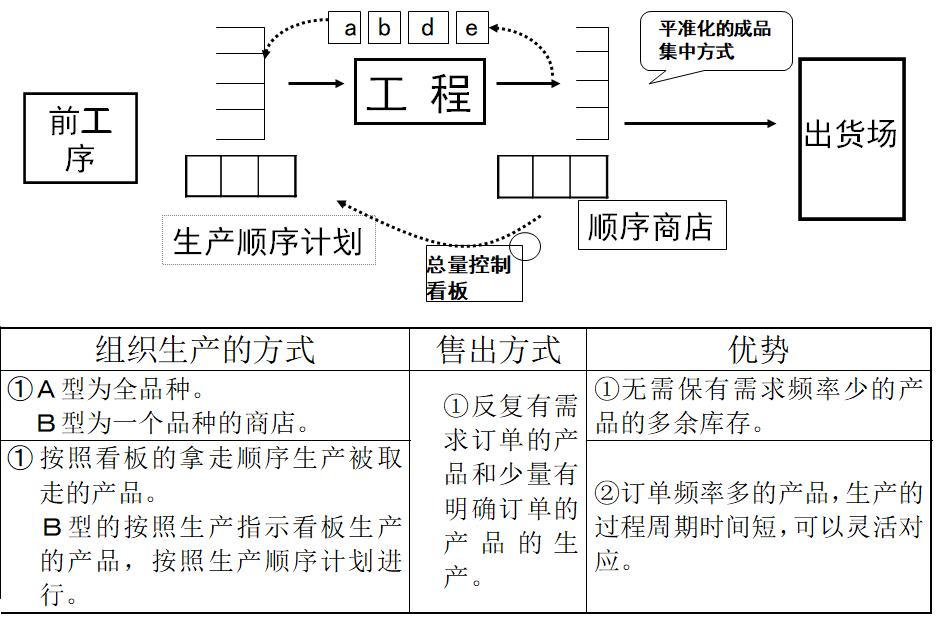
���ۣ���ʹ�ÿ����ǰ����ƽ��(zh��n)��
�͑�����ƽ��(zh��n)��ˮƽ�IJ��(d��o)�µĆ�(w��n)�}
����������ӆ�Ξ���A(ch��)�ƶ�����˾��ƽ��(zh��n)��Ӌ(j��)��
������(�����¶Ȍ�(sh��)�F(xi��n)ƽ��(zh��n)�������߰����ܶȌ�(sh��)�F(xi��n)ƽ��(zh��n)����
����������ƽ��(zh��n)��Ӌ(j��)������A(ch��)��������ȡ�
�������������� ・ÿ���Ӌ(j��)�����a(ch��n)��(sh��)������・����ď���(sh��)
・��(ji��)�ĕr(sh��)�g�c�T���˔�(sh��)����・��(k��)��Ļ���(zh��n)
��������ͨ�^(gu��)�a(ch��n)Ʒ��(k��)���(l��i)����ƽ��(zh��n)����Ӌ(j��)���͌�(sh��)�H���a(ch��n)�IJ��
��(du��)��(sh��)�H���a(ch��n)�IJ�M(j��n)���
�����������Ը���(j��)���a(ch��n)��׃��(d��ng)�{(di��o)�����a(ch��n)�����Dz���׃���^(gu��)�ࡣ
����������(sh��)�F(xi��n)ƽ��(zh��n)�����a(ch��n)�Ĺ���
�������a(ch��n)���͕r(sh��)�g���M(j��n)�ȿ����M(j��n)�Йz���ƽ��(zh��n)��������
���ۣ��ݿ������D(zhu��n)��(sh��)���Ĺ���
�������又��(sh��)���������(zh��n)
��؛����ѭ�h(hu��n)���ᣭ�⣭�㣩
������ս�؛���Խ�؛�Ք�(sh��)���λ��
���⣺�֎״ν�؛��ÿ�콻؛�ĴΔ�(sh��)��
�㣺�ڎ״ν�؛�����tϵ��(sh��)���^(gu��)�����ڕr(sh��)�g��)
��������(j��)���a(ch��n)ˮƽ��׃��(d��ng)��(du��)��������D(zhu��n)����(sh��)�M(j��n)�й�����
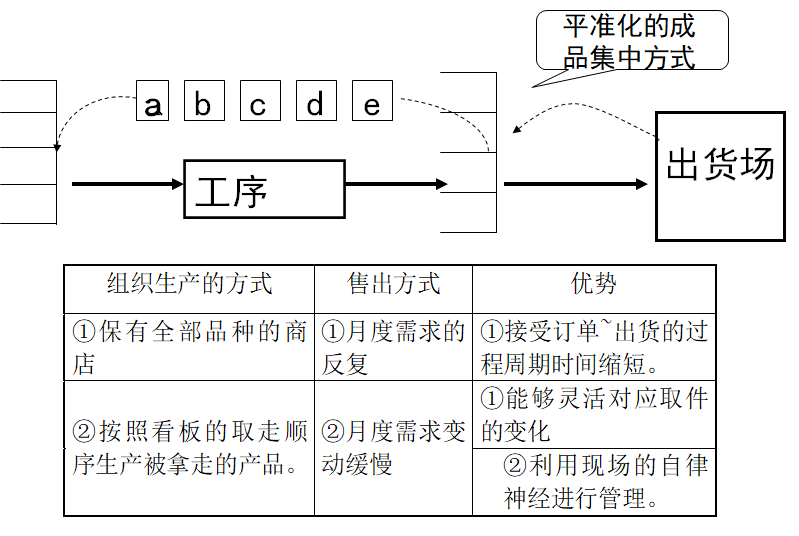
���ۣ��ݰ��ծa(ch��n)Ʒ���۳���ʽ�M�����a(ch��n)��3�N��ʽ
1������・・・���a(b��)�����a(ch��n)
2�����͡���������a(ch��n)
3)���͡������a(b��)������Ļ�����a(ch��n)
���� 9 �ݿ�������D(zhu��n)��ʽ���H��������
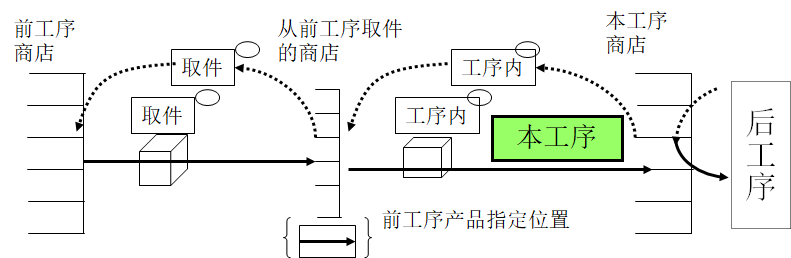
��1�������(n��i)����
1������������ȡ�ߺ���ȡ�¿�������ӹ�ǰ����Įa(ch��n)Ʒ����������Ͽ�������Լ�������̵��(n��i)��
2��ԭ�t�Ǐ�ǰ����ȡ���r(sh��)��Ҫ��ȡ������ı�����ǰ��Ĺ�����ȡ��
��һ����ԣ������(n��i)�Ŀ���ͬ�r(sh��)������ǰ����ȡ���õ���r�^�ࡣ
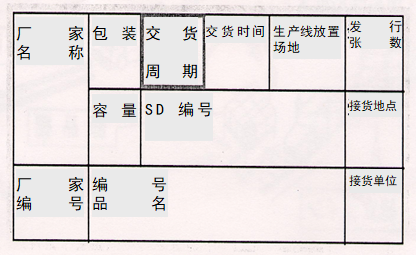
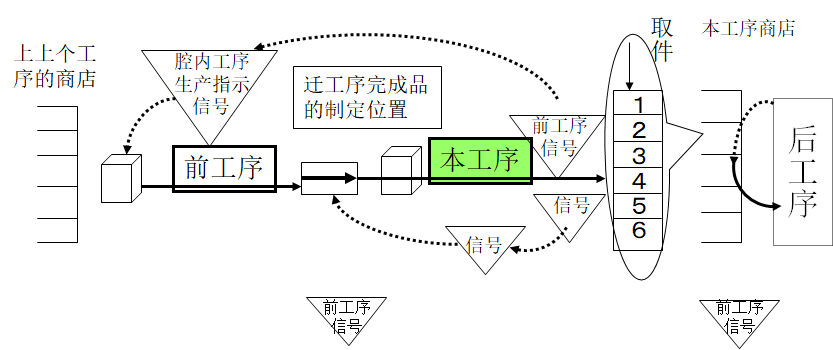
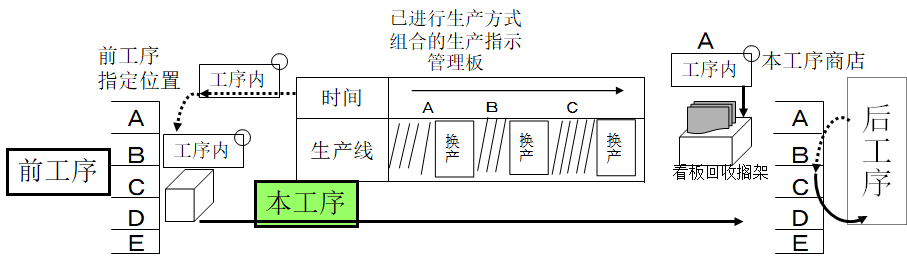
��2����̖(h��o)����
1����(d��ng)������ȡ����̖(h��o)����ı�����һ��һ��ȡ�ߎ�����̖(h��o)�����һ�乤���r(sh��)������̖(h��o)����ȡ�����鱾��������a(ch��n)ָʾ���塣
2��������̖(h��o)�����@ʾ�Ĕ�(sh��)����һ��һ��؏�ǰ�����̵��мӹ�1��(g��)��������IJ��ϣ��ӹ�����뱾������̵��С�
1��(g��)������ɺ���̖(h��o)������ڱ��������(zh��n)��(sh��)Ŀ��λ���ϡ�
��3��ͨ�^(gu��)�����(n��i)�Ŀ���ָʾ���a(ch��n)����
1���a(ch��n)Ʒ���߹����Ա�����ȡ�ߺ�(y��ng)��������������γɔR�܃�(n��i)����(d��ng)��(sh��)����Ӌ(j��)���ӹ�������(sh��)Ŀ���_(d��)������(d��ng)�����t�����r(sh��)������l(f��)�����a(ch��n)ָʾ��
2��ÿ�ӹ��ꮅһ�䣬���Ϲ����(n��i)������뱾�����̵ꡣ
3����ǰ������ȡ�㲿�����߰��Ʒ�r(sh��)��ÿ��һ�䡣
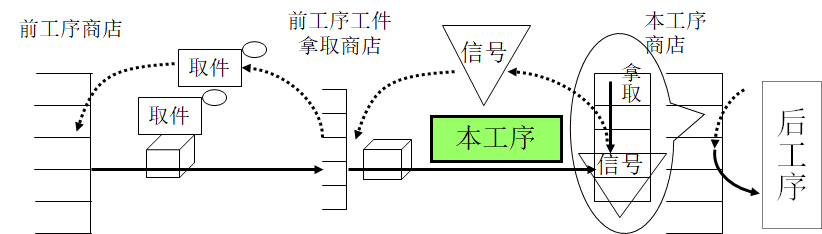
��4��������(du��)��(y��ng)���������a(ch��n)��ʽ
1������ı�������ȡ���С�ǰ������̖(h��o)���Įa(ch��n)Ʒ�r(sh��)��������?q��)��@����ǰ������̖(h��o)����������ǰ��������a(ch��n)ָʾ���壬�l(f��)�oǰ����
2���ψD�У�����ı������̵�ȡ�������2����ǰ����l(f��)�����a(ch��n)ָʾ��̖(h��o)����5������l(f��)�����a(ch��n)ָʾ��̖(h��o)��֮�g�ĕr(sh��)�g����ǰ�������a(ch��n)1��(g��)���Δ�(sh��)�����^(gu��)�����ڕr(sh��)�g��
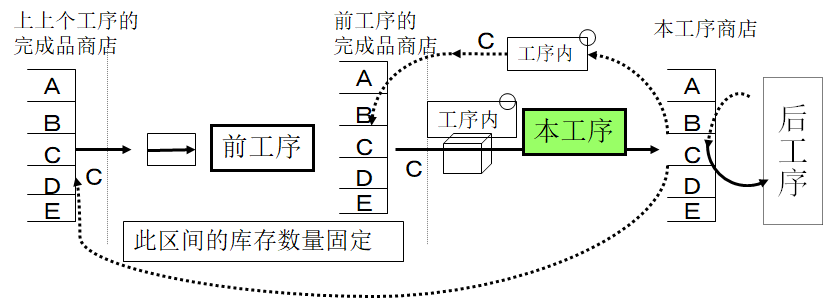
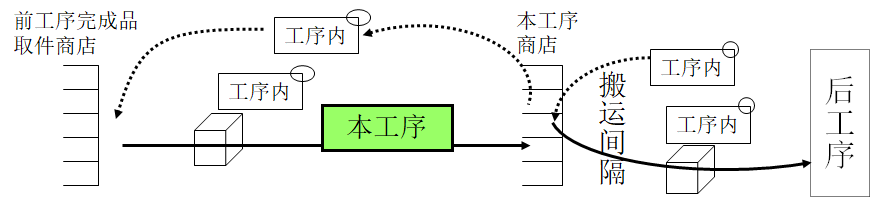
��5��ˮ܇(ch��)���A�_��ʽ
1������Ҫ�ı���������C���������M(j��n)�мӹ��r(sh��)��Ҫ�����ς�(g��)��������Ʒ�̵����ó�C������ǰһ��(g��)�����ָ��λ���У�Ȼ����?g��u)�ǰ������̵���ȡ��C�M(j��n)�мӹ������뱾������̵���ȥ��
2��ǰ�����еĎ�(k��)�攵(sh��)���鶨����
3��ǰ����?y��n)鱣�C���a(ch��n)���M(j��n)�з�(w��n)�����a(ch��n)�Ĺ��������̎���ȡ�
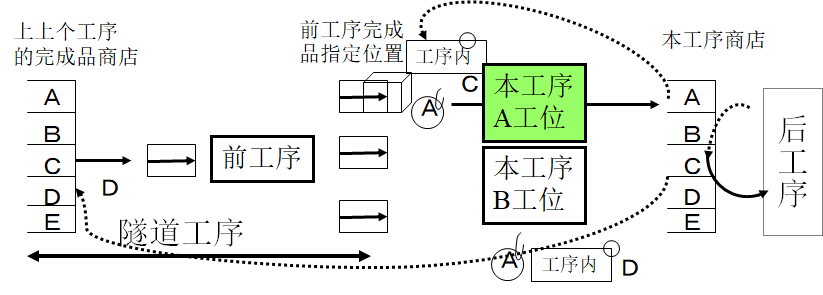
��6������ʽ
1��������A��λ����(du��)ǰ����A��λָ��λ�îa(ch��n)ƷC�M(j��n)�мӹ��r(sh��)������һ��(g��)Ҫ�ӹ���D��������ς�(g��)�������Ʒ�̵���ȡ�����ƷD��Ͷ�ŵ�ǰ����
2��ǰ����?q��)�D�ӹ�����A��λ��ָ��λ�á�
3�����ý��Qͨ��Ʊָ��λ�îa(ch��n)Ʒ�Ĺ�λָ������(sh��)�����Ƶȡ�
4��ǰ����?y��n)鱣�C���a(ch��n)���M(j��n)�з�(w��n)�����a(ch��n)�Ĺ��������̎���ȡ�
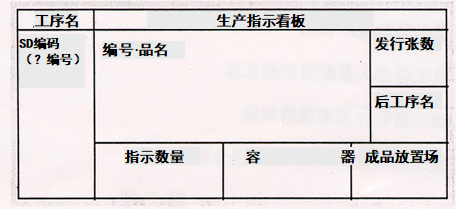
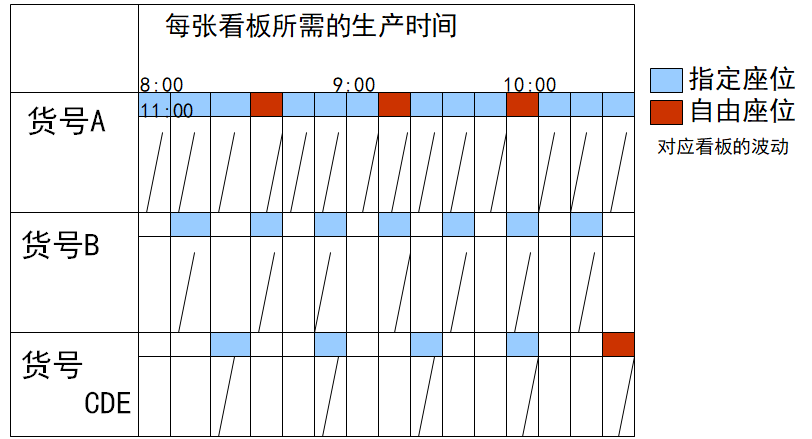
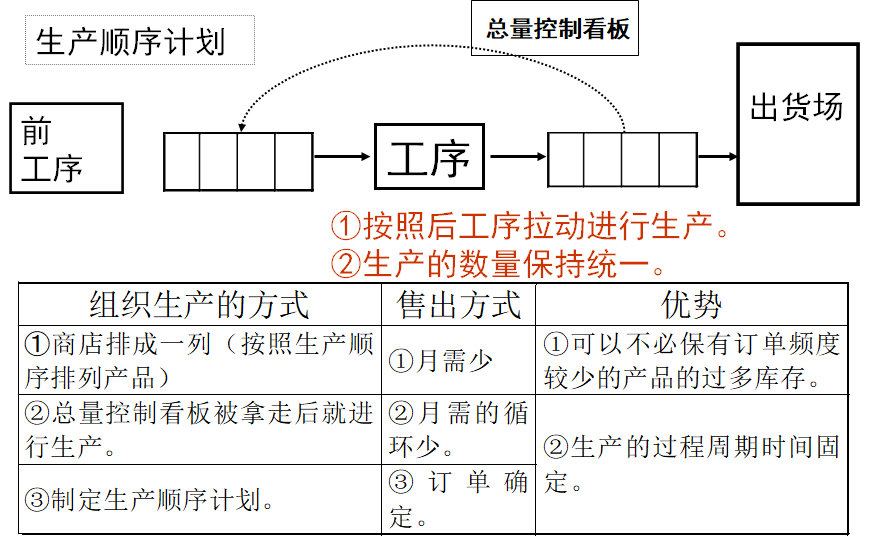
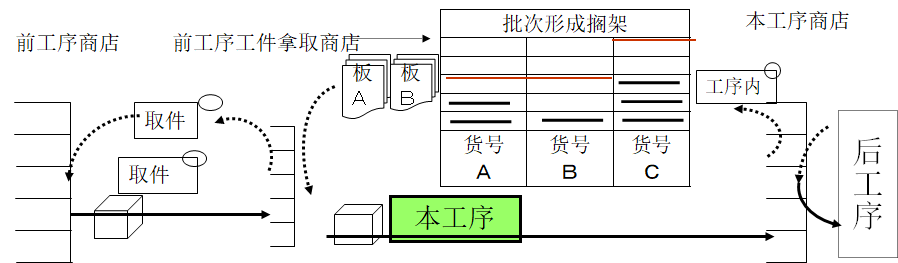
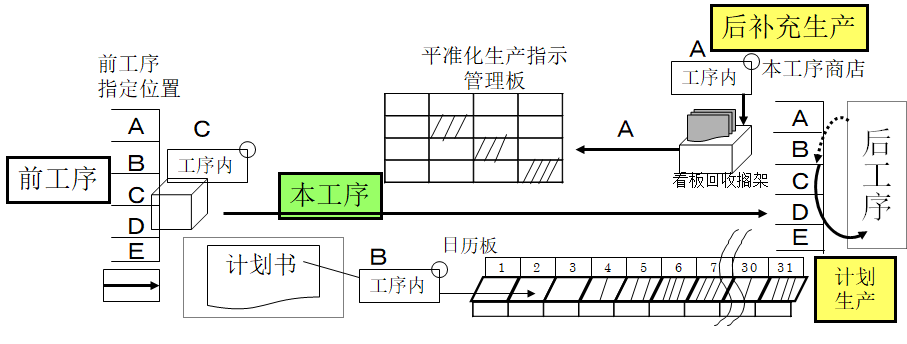
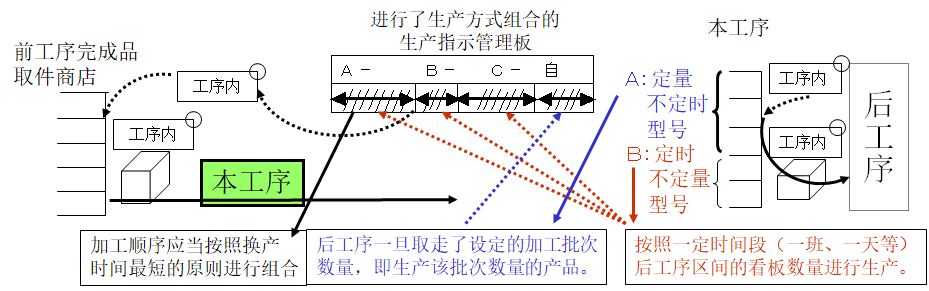
��7�����a(b��)�����a(ch��n)��Ӌ(j��)�����a(ch��n)���ָʾ
1����(du��)�ڌ�(sh��)��Ӌ(j��)�����a(ch��n)�Įa(ch��n)Ʒ������(j��)��؛�ڴ_���ӹ����ڣ���������̖(h��o)�͔�(sh��)������Ӌ(j��)��һ�µ�B���壬�����՚v���ϡ�
2�����a(ch��n)ָʾ���У�Ҫ����Ӌ(j��)�����a(ch��n)��̖(h��o)ָ���������λ�á�
3����(sh��)�к��a(b��)�����a(ch��n)����̖(h��o)����(y��ng)��(d��ng)��A������պ������ռܡ�
4��Ӌ(j��)�����a(ch��n)��̖(h��o)�ͺ��a(b��)�����a(ch��n)��̖(h��o)���������a(ch��n)ָʾ�������M(j��n)��ƽ��(zh��n)��֮�l(f��)�����a(ch��n)ָʾ��
��8���M�����a(ch��n)
1���Q�a(ch��n)�r(sh��)�g�L(zh��ng)���o(w��)����(sh��)�F(xi��n)�������a(ch��n)
�Q�a(ch��n)�r(sh��)�g�L(zh��ng)�������ӹ�����Ҫ������̖(h��o)��
2�����a(ch��n)��ʽ�M�ϕr(sh��)��Ҫ�M���M�ϳɓQ�a(ch��n)�r(sh��)�g�̵����a(ch��n)ģʽ��
3��������1�յ����a(ch��n)��ʽ�M�ϵ���r��
�ٸ���(j��)ÿ��(g��)��̖(h��o)��1����Ҫ��(sh��)����1�씵(sh��)���ļӹ���Ҫ�r(sh��)�g�͓Q�a(ch��n)�r(sh��)�g���M�ϳɓQ�a(ch��n)�r(sh��)�g��̵�ģʽ���������a(ch��n)��ʽ�M��
������1������a(ch��n)ָʾ�����壬��ʾ���σ�(n��i)�ݡ�
�ی�����(j��)�γɵ����a(ch��n)��ʽ�M��ȡ�µĿ��壬�������a(ch��n)��ʽ�M�ϰl(f��)�ͳ�ȥ��
��9����(g��)��̖(h��o)���üӹ���
1���](m��i)�ГQ�a(ch��n)���Q�a(ch��n)�r(sh��)�g��0�������a(ch��n)�����ԡ�ȡ��һ��(g��)�ӹ�һ��(g��)���ķ�ʽ�����C��(k��)�����С��
2���ɴˣ�������Ĺ����(n��i)�������ͨ�^(gu��)�����ȡ���g���Լ�ԓ��̖(h��o)�Ĺ�(ji��)�ĕr(sh��)�g�㶨���D(zhu��n)����(sh��)��
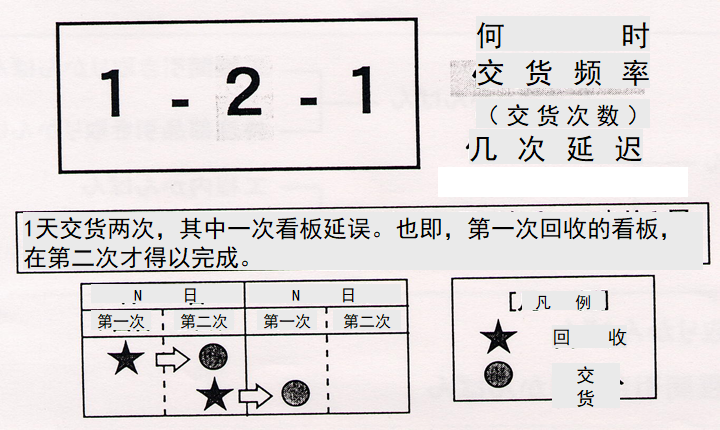
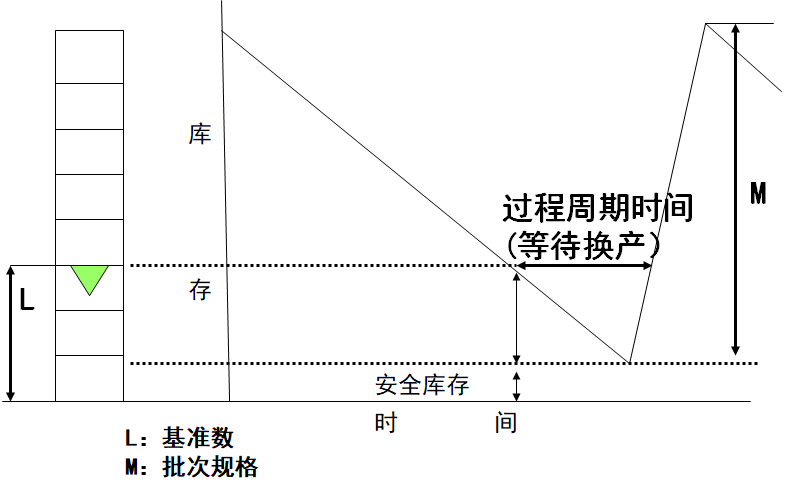
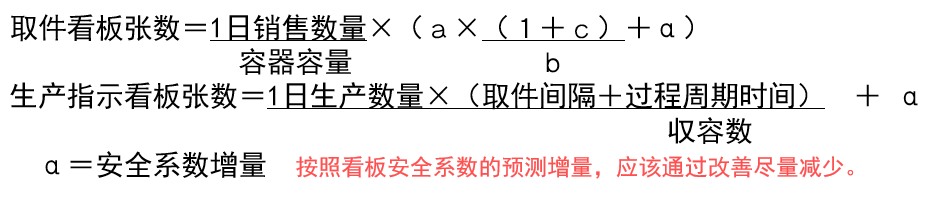
��10����������ʽ�����r(sh��)�����������������r(sh��)��
1���m���ړQ�a(ch��n)�r(sh��)�g�L(zh��ng)��������̖(h��o)��(sh��)��������a(ch��n)����
2���O(sh��)��һ��ēQ�a(ch��n)�Δ�(sh��)��ÿ�ΓQ�a(ch��n)�܉����a(ch��n)һ��(g��)��̖(h��o)һ���Ҫ��(sh��)��������ԓ��(sh��)���O(sh��)�����(g��)��̖(h��o)������Ҏ(gu��)��
3��1���Ҫ��(sh��)�������̖(h��o)=���r(sh��)�����������a(ch��n)
1���Ҫ��(sh��)���ٵ���̖(h��o)=���������r(sh��)�����a(ch��n)